Самодельный трубогиб для профильной. Изготавливаем трубогиб для профильной трубы своими руками. Процесс изготовления профилегиба в домашних условиях
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.

Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.

Чтобы сделать станок для прокатки профильной трубы потребуется:

Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
 Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Чертежи трубогиба профильного


Самодельный трубогибочный станок прокатного типа

Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
 Здесь:
Здесь:
- Болты;
- Домкрат;
- Оправка.

Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.

Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.

Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
 Сборка трубогиба производится с соблюдением следующего порядка действий:
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
 В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.
Гибка профильных труб - достаточно распространенная процедура, для выполнения которой используется специальное устройство - трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции

Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.

Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.

Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.

Процесс изготовления трубогиба
Чтобы сделать устройство для получения , необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.

Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.

Валы для трубогиба
Шестерни и подшипники
Каркас станка
Конструкция прижимного вала
Подвижная площадка прижимного вала
Установка валов
Цепь с натяжителем
Вид в сборе
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное - найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.

Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.

Холодный - это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Статьи по теме:
Существует несколько видов трубогибов, которые различаются по механизму и принципу работы: гидравлический и пневматический. Хорошо справляются с созданием изгибов заводские агрегаты, которые приводятся в действие обоими видами приводов. К сожалению, не каждый может воспользоваться такими устройствами или же приобрести фабричный вариант, да и осваивать технологию гибки на заводских станках без опыта проблематично. Какие трубогибы возможно сделать своими руками. Какие распространенные техники сгибания.
Ручной самодельный трубогиб для профильных труб
Самодельный профильный трубогиб представлен в нескольких вариациях. Всё зависит от материалов, которые доступны при создании оборудования.
Наиболее распространённым является фронтальный, для изготовления которого потребуется:
- три вала/ролика – цилиндрической формы из металла;
- цепь;
- ось вращения;
- приводной механизм;
- металлические профили для рамы.
При создании станка своими руками выполняют конструкцию или некоторые элементы (ролики) из древесины или полиуретана. При эксплуатации необходимо рассчитывать прочность труб (материал изготовления), которые подвергнутся деформации. Иначе конструкция не выдержит.
Технология гибки ручным станком
В процессе сгибания профильной трубы в самодельном станке осуществляется принцип вальцовки/раскатки. Гибка трубы данным методом позволяет избежать изломов и повреждений. В результате – точное соответствие нужного угла градусу и размеру. В агрегате труба вставляется между роликами и при вращении ручки сгибается.

Этапы сборки ручного трубогиба
Как собрать ручной трубогиб:
- Подготовьте металлический каркас для установки компонентов. Конструкция крепится сваркой и скручивается болтами для прочности всего оборудования.
- Монтаж оси вращения и валов, два из которых монтируются выше третьего. Здесь радиус изгиба трубы зависит от расстояния, на котором находятся два нижних цилиндра друг от друга. Поэтому для настройки угла деформации установите ролики и стопор.
- Вращающий механизм приводится в движение цепью. Здесь учитывается наличие или отсутствие шестерней. Их всего три. Подойдёт цепь со старого автомобиля, которую монтируют на валы.
- К одному из валов прикрепите ручку. Элемент будет создавать крутящее усилие.
Видео-инструкция. Как сделать ручной трубогиб
Прокатный станок для гибки профильных труб своими руками
Для изготовления прокатного станка для гибки профильных труб потребуется:
- домкрат;
- для каркаса: металлические профили и полка;
- 4 высокопрочных пружины;
- 3 вала;
- цепь и прочие элементы.
Технология сгибания прокатным трубогибом
В процессе сгибания в станке осуществляется деформация трубы в заданном месте. Труба ложится на боковые ролики, сверху опускается третий и таким образом изделие фиксируется. При вращении ручки цепь приводит в движение валы, и труба сгибается под нужным углом.

Как сделать самому прокатный трубогиб
Как изготовить прокатный трубогиб:
- Прижимной вал состоит из шестерней, колец и подшипников, закреплённых через шпонку. Поэтому главным в процессе сборки является вытачивание роликов и обоймы для подшипников. Величина валов должна соответствовать подшипникам и звёздочкам. Процесс вытачивания доверяется токарю на основе чертежей. Валов три, два из которых располагаются по бокам, а третий подвешивается на пружинах.
- Следующим этапом является просверливание отверстий и нарезание резьбы в кольцах (для изготовления пазов, резьбы под болты-зажимы) своими руками.
- Подготовка полки из швеллера – сверлят отверстия и нарезают резьбу для установки прижимного вала.
- Последний этап – сварочные и монтажные работы всей конструкции. Сначала устанавливают каркас (ножки).
- Далее подвешивают полку с прижимным валом на пружинах и монтируют боковые опорные валы, которые соединяют цепью. В конце – крепят ручку на один из боковых опорных валов и монтируют домкрат.
Аспекты работы:
- прижимной вал прикручивается через шпонки к полке;
- «подвесной» прижимной вал устанавливается на полку. К этой основе приваривают гайки для пружин. Впоследствии площадка переворачивается и крепится на пружины;
- при натяжении цепей как держатель применяется магнитный уголок;
- в процессе прикручивания звёздочек – устанавливают шпонки, заготовленные из гравера;
- ручку для вращения изготавливают с проворачивающейся трубкой;
- домкрат монтируют на «подвесную» платформу посредством болтов и сварки.
Как сделать гидравлический трубогиб в домашних условиях
Гидравлический трубогиб для профильных труб оснащён гидроцилиндром, планками, нагнетательным устройством и трубными упорами. Изготовление такого агрегата в домашних условиях – процесс трудоемкий.
Детали оборудования:
- гидравлический домкрат (не меньше 5 тонн);
- башмак;
- несколько роликов (2-3);
- швеллер;
- металлические пластины и прочие детали.

Технология гибки станком с гидравлическим приводом
Процесс гибки заключается в деформации заданного участка трубы посредством домкрата с гидравлическим приводом. Трубу вставляют в башмак, закрепляют оба конца. Задействуют домкрат, поворачивая медленно ручку. Усилие, создаваемое гидравлическим приводом, передается на ролик – труба сгибается под нужным углом. В любой момент работу можно остановить, вытащить трубу можно, сделав пару оборотов ручки в противоположную сторону, то есть ослабить нажим ролика.
Как изготовить гидравлический гибочный станок
Изготавливаем гибочный станок на гидравлике своими руками:
- Предварительно заготавливают конструкцию из швеллера, где будут расположены башмак и ролики. Затем каркас станка из аналогичного металла.
- Последняя платформа конструкции укрепляется металлическими пластинами. Впоследствии на эту полку будет монтироваться домкрат. Закрепляют устройство болтами, присоединяют ручку.
- Сложностью является поиск или изготовление роликов, которые должны обхватывать трубу. Детали монтируют в прямоугольный швеллер на равной высоте. Башмак устанавливают ниже. Расположение деталей определяет заданный радиус изгиба.
- Ролики и башмак крепят с помощью болтов. Отверстия заготавливают предварительно.
Видео-инструкция. Как сделать гидравлический трубогиб
Гибка профильных труб с помощью самодельного станка
При сгибании труб необходимо знать диаметр материала и принципы процесса. Это обусловит корректную деформацию материала без перегрузки и изломов. На станках с применением гидравлики возможна гибка участка трубы с нагревом, что позволяет гнуть изделия с большой толщиной стенки, из прочных сплавов и полимерных материалов.
Горячий и холодный методы гибки труб
Деформация труб проводится двумя способами:
- холодный;
- горячий.
Изгиб холодным способом применяют для труб, изготовленных из пластичного материала. Как правило, это изделия небольших размеров, изготовленные из меди, алюминия и прочих материалов (кроме чугунных), металлопластиковые. Процесс осуществляется с помощью станков или механического трубогиба. Для лучшего изгиба перед деформацией в трубу засыпают песок, соль или заливают масло, воду (ледяную).
Татьяна Пронина, эксперт
Второй метод применяется для деформации труб с повышенной кольцевой жесткостью (нержавеющая сталь и т. п.). Способ может использоваться для всех видов труб, кроме металлопластиковых.
Таблица минимальных радиусов гибки труб
Где наименьший радиус изгиба – R, диаметр трубы в мм – d, минимальная длина прямого участка – Lmin.
Как сделать шаблон для гибки труб по радиусу
Наиболее простым методом является гибка трубы по шаблону. Принцип заключается в деформации материала путём приложения к деревянной конструкции с радиусом закругления. Способ подходит для алюминиевых и стальных труб с небольшой толщиной стенки.
Шаблон выпиливается из деревянных досок, которые между собой крепятся болтами или другим наиболее удобным способом. Вся конструкция прикручивается болтами к столу или другой устойчивой основе.
Толщина шаблона, где непосредственно прикладывается труба – на несколько сантиметров больше, чем диаметр сгибаемой трубы. Торец этой части (край шаблона) выпиливается с наклоном, чтобы труба не соскальзывала с выступа.
На шаблон монтируется упор. Между ним и основой шаблона вставляется труба и аккуратно надавливается - материал гнётся.
- Если вы собираете ручной прокатный трубогиб для профильных материалов, то звёздочки можно не использовать, а соорудить конструкцию с приводом на одном ролике. Но механизм будет периодически пробуксовывать. Прижимной винт можно сменить на домкрат.
- При изготовлении шаблона воспользуйтесь крючками, прикрепленными к древесине, чтобы труба не соскальзывала.
- Если предстоит согнуть трубу под большим радиусом, то лучше изготовить агрегат с тремя роликами.
- Чем больше расстояние между роликами, тем меньше сил прилагают для сгиба. Чтобы менять радиус изгиба, предварительно предусматривайте возможность движения роликов по горизонтали относительно друг друга.
Видео-урок гибки профильных труб
Изгиб профильных труб в домашних условиях осуществляется посредством разных трубогибов, собранных своими руками. Профессиональные инженеры и любители всё больше совершенствуют самодельное оборудование и делятся своими открытиями в Интернете.
А у вас есть собственный метод гибки профильных труб? Какие инструменты вы собрали самостоятельно? Поделитесь с нами в комментариях.
На строительных рынках представлено множество моделей промышленных трубогибов, однако покупать профессиональный инструмент для того чтобы погнуть две-три трубы едва ли имеет смысл. А вот изготовить этот нехитрый инструмент свoими руками и использовать его в домашнем хозяйстве вполне по силам кажому человеку, имеющими определенные технические навыки.
Применение трубогибов
Трубы были и есть одним из наиболее востребованных строительных материалов, находящих применение как в домашнем хозяйстве, так и в промышленности и строительстве. Помимо применения при монтаже водопроводов и газопроводов, трубы используются и для изготовления изгородей, тепличных конструкций, беседок, навесов, садовой мебели и др. Таким образом, наличие трубогиба в домашнем хозяйстве никогда не будет излишним.
Зачастую для изготовления различных конструкций из труб необходимо согнуть профильные трубы по радиусу. Для этих целей и применяется трубогиб, позволяющий гнуть трубы до угла 180 градусов. Трубогибы позволяют легко и аккуратно изменить конфигурацию труб из различных материалов – алюминия, металлопластика, нержавейки. Изгиб производится по требуемой форме и размерам.
Типы и модели трубогибов
Промышленность выпускает различные типы профессиональных трубогибов. Для гибки труб небольшого диаметра, как правило, применяются инструмент с ручным приводом, а вот трубы диаметром до трех дюймов сгибаются с использованием трубогибов, оснащенных гидроприприводом.
Подобный инструмент предназначен для выполнения масштабных работ. Промышленные трубогибы могут быть выполнены как в стационарном, так и в мобильном вариантах. Наиболее удобен инструмент, подключающийся к электросети.
Электромеханические трубогибы обеспечивают наиболее точный угол и радиус изгиба. При этом изменение формы труб не влечет каких-либо деформаций внутреннего профиля.
Трубогибы подразделяются и по способу изгиба:
- в арбалетных трубогибах в качестве изгибающего элемента применяется форма определенного диаметра;
- ручной пружинный инструмент предназначен для гибки металлопластиковых труб при помощи специальных пружин;
- в сегментных трубогибах изгиб осуществляется путем растягивания трубы вокруг сегмента; дорновые инструменты осуществляют изгиб тонкостенных труб на малый радиус с использованием стальных, пластиковых и латунных дорнов.
При осуществлении изгиба трубы следует учитывать допустимые радиусы изгибы для труб различных диаметров и разных параметров толщины стенок. Допустимые радиусы изгиба для изделий различных характеристик представлены в специальных справочниках. При нарушении радиуса качество изгиба может значительно снизиться.
Приступаем к изготовлению
Несмотря на кажущуюся простоту процесса, гибка труб требует довольно серьезного подхода, так как при неправильно подобранном инструменте возможны различные дефекты и деформации, приводящие к уменьшению пропускной способности труб и снижению их прочностных характеристик.
Поэтому подбор инструмента осуществляется с учетом совместимости характеристик трубы и принципа работы инструмента.
Трубы, изготовленные из разного материала, имеющие разный диаметр и разную толщину стенок, имеют определенный минимальный радиус изгиба. Для его определения применяется следующая таблица:
Безусловно, гнуть трубы можно и с меньшим радиусом, но следует учитывать, что при этом снизится качество их изгиба.
Теперь поговорим о самостоятельном изготовлении трубогибов и рассмотрим несколько конструкций подобных инструментов.
Наиболее просто согнуть трубу с использованием специального шаблона. Необходимо отметить, что подобный способ позволяет сгибать не только алюминиевые, но и стальные трубы.

Для изготовления шаблона нам потребуются деревянные доски толщиной чуть превышающей диаметр сгибаемой трубы. Для того чтобы в процессе работы труба не выскользнула из шаблона, доски выпиливаются с определенным наклоном.
Скрепленные между собой доски необходимо зафиксировать на столе или на другом удобном основании. Помимо шаблона здесь же следует на определенном расстоянии закрепить упор, удерживающий сгибаемую трубу. Простейшая модель трубогиба готова.

Конец сгибаемый трубы вставляется в пространство между зафиксированным шаблоном и упором. Взяв трубу за противоположный конец, необходимо плавными движениями согнуть изделие. Для облегчения процесса можно применить рычаг, вставив в трубу прочный арматурный стержень или надеть на сгибаемое изделие трубу большего диаметр.
Следует избегать попыток изгиба трубы по центру шаблона, так как это не только требует значительных усилий, но и может привести к поломке трубы.
Аналогичный шаблон можно сделать также из металлических крючков, закрепленных на листе фанеры по соответствующей линии изгиба. Преимуществом подобной конструкции является возможность регулирования линии изгиба путем переставления крючков.

Простейшие трубогибы позволяют гнуть не только тонкостенные гибкие трубы, но и толстостенные изделия. Для этого следует применять ручную лебедку.

С применением подобной конструкции можно сгибать даже мощные профильные трубы. Однако для этих целей при выпиливании деревянного шаблона не следует делать скоса, а трубу необходимо зафиксировать сразу несколькими ограничителями.
В различных мастерских нередко можно встретить трубогибы, имеющие подобную конструкцию:
Его можно изготовить самостоятельно. В процессе изготовления подобного трубогиба наиболее проблематичным является подбор или изготовление необходимых шаблонов и роликов, так как от обхвата трубы зависит качество изгиба.
В случае если инструмент предназначен для работы с гибкими трубами, стальные ролики и шаблоны можно заменить на аналогичные детали, изготовленные из твердых пород древесины.
Ролики можно выточить на токарном станке. Также, ролик можно вырезать лобзиком. Для этого из твердой фанеры выпиливаются круги разного диаметра с наклоном в необходимую сторону, которые затем скрепляются в единую деталь. В завершение ролик следует обработать наждачной бумагой. Для придания большей прочности изделию, его следует укрепить металлическими пластинами.

Для получения большого радиуса изгиба оптимально применение прокатных трубогибов. Эти инструменты, как и вышеописанные, не отличаются сложностью конструкции.
Вообще, уровень сложности конструкции прокатных трубогибов, во многом, зависит от материала сгибаемых труб.
Если инструмент необходим для работы с гибкими трубами, его рабочие поверхности можно изготовить из дерева. Так как деревянные детали довольно просты в изготовлении и не требуют больших расходов, их можно без проблем заменять при износе.
В случае если деревянные детали окажутся неэффективны в работе, их можно заменить на металлические. Рассмотрим несколько конструкций самодельных прокатных трубогибов.

Как видим, этот инструмент изготовлен преимущественно из деревянных деталей. Ролики в рассматриваемой модели изготовлены из полиуретана, однако, их также можно сделать из дерева. Т
акже в качестве роликов можно применить и подшипники. Однако в этом случае потребуется заклинить прижимной подшипник так, чтобы он не прокручивался.
От расстояния между роликами трубогиба зависят его технические характристики. Чем больше расстояние между роликами, тем меньше усилий потребуется для прогиба и прогона трубы. Однако в этом случае обеспечивается минимальный радиус изгиба, и значительный участок трубы вообще не подвергается изгибу.
Для того чтобы изготовить более универсальный инструмент, на стадии проектирования следует предусмотреть возможность установки боковых роликов в различных положениях.
По бокам необходимо закрепить стальные фиксаторы, удерживающие трубу в определенном положении перпендикулярно осям роликов. В противном случае труба начнет сгибаться по спирали.
 Прижимной ролик трубогиба следует затянуть снизу при помощи металлической полосы с нарезанной по центру резьбой требуемого диаметра.
Прижимной ролик трубогиба следует затянуть снизу при помощи металлической полосы с нарезанной по центру резьбой требуемого диаметра.
Плавно затягивая прижимной ролик устройства, сгибаемая труба прокатывается сквозь трубогиб. При прокате на каждые пол-оборота фиксирующей металлической полосы проделывается прогон трубы.
При изгибе небольшого радиуса потребуется сделать от 50 до 100 прогонов. Для того чтобы окружность изгиба не подвергалась деформации, необходимо прокатывать трубу с одинаковой скоростью. В случае если на поверхности трубы имеется сварной шов, необходимо проконтролировать, чтобы шов при прокате постоянно находился с одной стороны.
Самодельный трубогиб для профильной трубы
Скоро весна, скоро грачи и недостроенная теплица вот уже который год). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.
Сам трубогиб:

Немного процесса изготовления:

Ну и когда мы уже имеем представление о конструкции сами чертежи:

Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция.
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.

Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум). В моём случае Мерседесовские.

Задание токарю было сформулировано на куске обоев и он с заданием успешно справился

Ну и первая примерка

Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.

В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.

Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.

Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.

Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.


Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!

Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер.
Прикручиваю натяжитель.

Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.

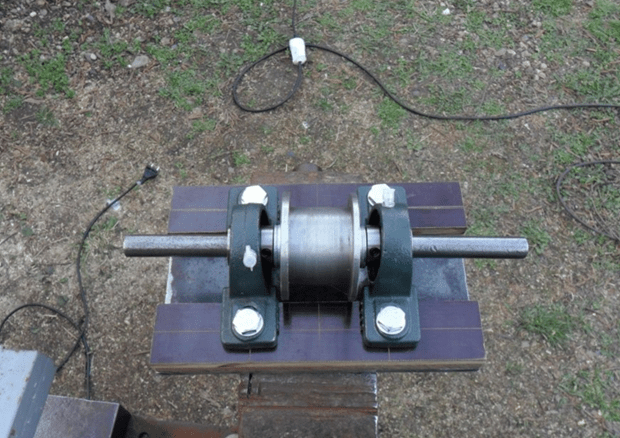
Результат

Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.

В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.

Технологию изготовления которого вы узнаете из данной статьи. Мы расскажем, как сделать трубогиб для профильной трубы своими руками, приведем схемы, чертежи и перечень необходимых инструментов для выполнения работ в домашних условиях.
Cодержание статьи
Необходимость использования и стоимость промышленных трубогибов
Решая, профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости – крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке – фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- роликовый профилегиб TV-4 – 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) – 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Делаем простой трубогиб своими руками
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
Это простейшая конструкция , для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм . В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.
Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.

Для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
Самодельный трубогиб для профиля (видео)
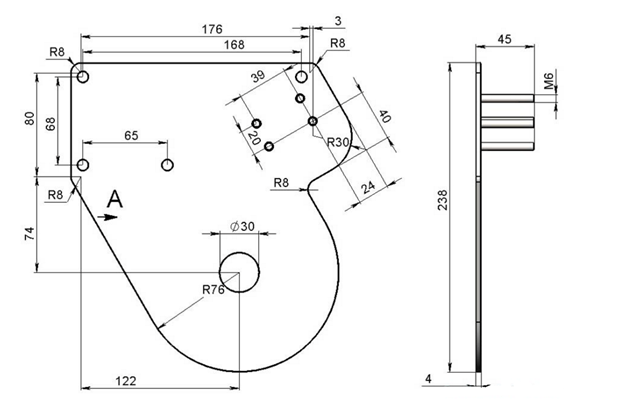
Станок для высокоточной гибки профиля
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.

Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см .
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек – 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных . После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.

- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины – 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT
. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.

- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда ).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.

- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

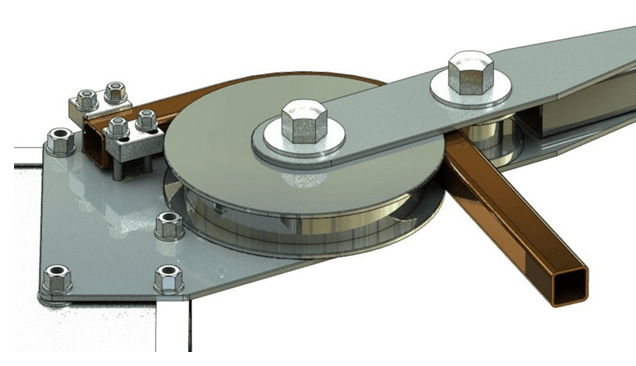
Как согнуть с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.