Позиционный допуск как понять. Зависимый и независимый допуск формы или расположения
Постановлением Государственного комитета СССР по стандартам от 4 января 1979 г. № 31 срок введения установлен
с 01.01.80
Настоящий стандарт устанавливает правила указания допусков формы и расположения поверхностей на чертежах изделий всех отраслей промышленности.
Термины и определения допусков формы и расположения поверхностей - по ГОСТ 24642-81.
Числовые значения допусков формы и расположения поверхностей - по ГОСТ 24643-81.
Стандарт полностью соответствует СТ СЭВ 368-76.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями.
Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами), приведенными в таблице.
|
Группа допусков |
Вид допуска |
Знак |
|
Допуск формы |
Допуск прямолинейности |
|
|
Допуск плоскостности |
||
|
Допуск круглости |
||
|
Допуск цилиндричности |
||
|
Допуск профиля продольного сечения |
||
|
Допуск расположения |
Допуск параллельности |
|
|
Допуск перпендикулярности |
||
|
Допуск наклона |
||
|
Допуск соосности |
||
|
Допуск симметричности |
||
|
Позиционный допуск |
||
|
Допуск пересечения, осей |
||
|
Суммарные допуски формы и расположения |
Допуск радиального биения Допуск торцового биения Допуск биения в заданном направлении |
|
|
Допуск полного радиального биения Допуск полного торцового биения |
||
|
Допуск формы заданного профиля |
||
|
Допуск формы заданной поверхности |
Формы и размеры знаков приведены в обязательном приложении .
Примеры указания на чертежах допусков формы и расположения поверхностей приведены в справочном приложении .
Примечание . Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в следующей последовательности: знак допуска расположения, знак допуска формы.
Например:
Знак суммарного допуска параллельности и плоскостности;
Знак суммарного допуска перпендикулярности и плоскостности;
Знак суммарного допуска наклона и плоскостности.
1.2. Допуск формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в том случае, если отсутствует знак вида допуска.
1.3. При указании допуска формы и расположения поверхностей в технических требованиях текст должен содержать:
вид допуска;
указание поверхности или другого элемента, для которого задается допуск (для этого используют буквенное обозначение или конструктивное наименование, определяющее поверхность);
числовое значение допуска в миллиметрах;
указание баз, относительно которых задается допуск (для допусков расположения и суммарных допусков формы и расположения);
указание о зависимых допусках формы или расположения (в соответствующих случаях).
1.4. При необходимости нормирования допусков формы и расположения, не указанных на чертеже числовыми значениями и не ограничиваемых другими указанными в чертеже допусками формы и расположения, в технических требованиях чертежа должна быть приведена общая запись о неуказанных допусках формы и расположения со ссылкой на ГОСТ 25069-81 или другие документы, устанавливающие неуказанные допуски формы и расположения.
Например: 1. Неуказанные допуски формы и расположения - по ГОСТ 25069-81.
2. Неуказанные допуски соосности и симметричности - по ГОСТ 25069-81.
(Введен дополнительно, Изм. № 1).
2. НАНЕСЕНИЕ ОБОЗНАЧЕНИЙ ДОПУСКОВ
2.1. При условном обозначении данные о допусках формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две и более части (черт. , ), в которых помещают:
в первой - знак допуска по таблице;
во второй - числовое значение допуска в миллиметрах;
в третьей и последующих - буквенное обозначение базы (баз) или буквенное обозначение поверхности, с которой связан допуск расположения (пп. ; ).
Черт. 11
2.9. Перед числовым значением допуска следует указывать:
символ Æ , если круговое или цилиндрическое поле допуска указывают диаметром (черт. а );
символ R , если круговое или цилиндрическое поле допуска указывают радиусом (черт. б );
символ Т, если допуски симметричности, пересечения осей, формы заданного профиля и заданной поверхности, а также позиционные допуски (для случая, когда поле позиционного допуска ограничено двумя параллельными прямыми или плоскостями) указывают в диаметральном выражении (черт. в );
символ Т/2 для тех же видов допусков, если их указывают в радиусном выражении (черт. г );
слово «сфера» и символы Æ или R , если поле допуска сферическое (черт. д ).
Черт. 12
2.10. Числовое значение допуска формы и расположения поверхностей, указанное в рамке (черт. а ), относится ко всей длине поверхности. Если допуск относится к любому участку поверхности заданной длины (или площади), то заданную длину (или площадь) указывают рядом с допуском и отделяют от него наклонной линией (черт. б , в ), которая не должна касаться рамки.
Если необходимо назначить допуск на всей длине поверхности и на заданной длине, то допуск на заданной длине указывают под допуском на всей длине (черт. г ).
Черт. 13
(Измененная редакция, Изм. № 1).
2.11. Если допуск должен относиться к участку, расположенному в определенном месте элемента, то этот участок обозначают штрихпунктирной линией и ограничивают размерами согласно черт. .
Черт. 14
2.12. Если необходимо задать выступающее поле допуска расположения, то после числового значения допуска указывают символ
Контур выступающей части нормируемого элемента ограничивают тонкой сплошной линией, а длину и расположение выступающего поля допуска - размерами (черт. ).
Черт. 15
2.13. Надписи, дополняющие данные, приведенные в рамке допуска, следует наносить над рамкой под ней или как показано на черт. .
Черт. 16
(Измененная редакция, Изм. № 1).
2.14. Если для одного элемента необходимо задать два разных вида допуска, то допускается рамки объединять и располагать их согласно черт. (верхнее обозначение).
Если для поверхности требуется указать одновременно условное обозначение допуска формы или расположения и ее буквенное обозначение, используемое для нормирования другого допуска, то рамки с обоими условными обозначениями допускается располагать рядом на соединительной линии (черт. , нижнее обозначение).
2.15. Повторяющиеся одинаковые или разные виды допусков, обозначаемые одним и тем же знаком, имеющие одинаковые числовые значения и относящиеся к одним и тем же базам, допускается указывать один раз в рамке, от которой отходит одна соединительная линия, разветвляемая затем ко всем нормируемым элементам (черт. ).
Черт. 17
Черт. 18
2.16. Допуски формы и расположения симметрично расположенных элементов на симметричных деталях указывают один раз.
3. ОБОЗНАЧЕНИЕ БАЗ
3.1. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии с рамкой. При выполнении чертежей с помощью выводных устройств ЭВМ допускается треугольник, обозначающий базу, не зачернять.
Треугольник, обозначающий базу, должен быть равносторонним, высотой приблизительно равной размеру шрифта размерных чисел.
3.2. Если базой является поверхность или ее профиль, то основание треугольника располагают на контурной линии поверхности (черт. а ) или на ее продолжении (черт. б ). При этом соединительная линия не должна быть продолжением размерной линии.
Черт. 19
3.3. Если базой является ось или плоскость симметрии, то треугольник располагают на конце размерной линии (черт. ).
В случае недостатка места стрелку размерной линии допускается заменять треугольником, обозначающим базу (черт. ).
Черт. 20
Если базой является общая ось (черт. а ) или плоскость симметрии (черт. б ) и из чертежа ясно, для каких поверхностей ось (плоскость симметрии) является общей, то треугольник располагают на оси.
Черт. 21
(Измененная редакция, Изм. № 1).
3.4. Если базой является ось центровых отверстий, то рядом с обозначением базовой оси делают надпись «Ось центров» (черт. ).
Допускается обозначать базовую ось центровых отверстий в соответствии с черт. .
Черт. 22
Черт. 23
3.5. Если базой является определенная часть элемента, то ее обозначают штрихпунктирной линией и ограничивают размерами в соответствии с черт. .
Если базой является определенное место элемента, то оно должно быть определено размерами согласно черт. .
Черт. 24
Черт. 25
3.6. Если нет необходимости выделять как базу пи одну из поверхностей, то треугольник заменяют стрелкой (черт. б ).
3.7. Если соединение рамки с базой или другой поверхностью, к которой относится отклонение расположения, затруднительно, по поверхность обозначают прописной буквой, вписываемой в третью часть рамки. Эту же букву вписывают в рамку, которую соединяют с обозначаемой поверхностью линией, закапчивающейся треугольником, если обозначают базу (черт. а ), или стрелкой, если обозначаемая поверхность не является базой (черт. б ). При этом букву следует располагать параллельно основной надписи.
Черт. 26
Черт. 27
3.8. Если размер элемента уже указан один раз, то на других размерных линиях данного элемента, используемых для условного обозначения базы, его не указывают. Размерную линию без размера следует рассматривать как составную часть условного обозначения базы (черт. ).
Черт. 28
3.10. Если необходимо задать допуск расположения относительно комплекта баз, то буквенные обозначения баз указывают в самостоятельных частях (третьей и далее) рамки. В этом случае базы записывают в порядке убывания числа степеней свободы, лишаемых ими (черт. ).
Черт. 29
Черт. 30
4. УКАЗАНИЕ НОМИНАЛЬНОГО РАСПОЛОЖЕНИЯ
4.1. Линейные и угловые размеры, определяющие номинальное расположение и (или) номинальную форму элементов, ограничиваемых допуском, при назначении позиционного допуска, допуска наклона, допуска формы заданной поверхности или заданного профиля, указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки (черт. ).
Черт. 31
5. ОБОЗНАЧЕНИЕ ЗАВИСИМЫХ ДОПУСКОВ
5.1. Зависимые допуски формы и расположения обозначают условным знаком , который помещают:
после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента (черт. а );
после буквенного обозначения базы (черт. б ) или без буквенного обозначения в третьей части рамки (черт. г ), если зависимый допуск связан с действительными размерами базового элемента;
после числового значения допуска и буквенного обозначения базы (черт. в ) или без буквенного обозначения (черт. д ), если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов.
5.2. Если допуск расположения или формы не указан как зависимый, то его считают независимым.
Черт. 32
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ УКАЗАНИЯ НА ЧЕРТЕЖАХ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
|
Вид допуска |
Указания допусков формы и расположения условным обозначением |
Пояснение |
|
1. Допуск прямолинейности |
Допуск прямолинейности образующей конуса 0,01 мм. |
|
|
|
Допуск прямолинейности оси отверстия Æ 0,08 мм (допуск зависимый). |
|
|
|
Допуск прямолинейности поверхности 0,25 мм на всей длине и 0,1 мм на длине 100 мм. |
|
|
|
Допуск прямолинейности поверхности в поперечном направлении 0,06 мм, в продольном направлении 0,1 мм. |
|
|
2. Допуск плоскостности |
|
Допуск плоскостности поверхности 0,1 мм. |
|
|
Допуск плоскостности поверхности 0,1 мм на площади 100 ´ 100 мм. |
|
|
|
Допуск плоскостности поверхностей относительно общей прилегающей плоскости 0,1 мм. |
|
|
|
Допуск плоскостности каждой поверхности 0,01 мм. |
|
|
3. Допуск круглости |
|
Допуск круглости вала 0,02 мм. |
|
Допуск круглости конуса 0,02 мм. |
||
|
4. Допуск цилиндричности |
|
Допуск цилиндричности вала 0,04 мм. |
|
|
Допуск цилиндричности вала 0,01 мм на длине 50 мм. Допуск круглости вала 0,004 мм. |
|
|
5. Допуск профиля продольного сечения |
|
Допуск круглости вала 0,01 мм. Допуск профиля продольного сечения вала 0,016 мм. |
|
|
Допуск профиля продольного сечения вала 0,1 мм. |
|
|
6. Допуск параллельности |
|
Допуск параллельности поверхности относительно поверхности А 0,02 мм. |
|
|
Допуск параллельности общей прилегающей плоскости поверхностей относительно поверхности А 0,1 мм. |
|
|
|
Допуск параллельности каждой поверхности относительно поверхности А 0,1 мм. |
|
|
|
Допуск параллельности оси отверстия относительно основания 0,05 мм. |
|
|
|
Допуск параллельности осей отверстий в общей плоскости 0,1 мм. Допуск перекоса осей отверстий 0,2 мм. База - ось отверстия А. |
|
|
|
Допуск параллельности оси отверстия относительно оси отверстия А 00,2 мм. |
|
|
7. Допуск перпендикулярности |
|
Допуск перпендикулярности поверхности относительно поверхности А 0,02 мм. |
|
|
Допуск перпендикулярности оси отверстия относительно оси отверстия А 0,06 мм. |
|
|
|
Допуск перпендикулярности оси выступа относительно поверхности А Æ 0,02 мм. |
|
|
Допуск перпендикулярности осп выступа относительно основания 0, l мм. |
||
|
|
Допуск перпендикулярности оси выступа в поперечном направлении 0,2 мм, в продольном направлении 0,1 мм. База - основание |
|
|
|
Допуск перпендикулярности оси отверстия относительно поверхности Æ 0,1 мм (допуск зависимый). |
|
|
8. Допуск наклона |
|
Допуск наклона поверхности относительно поверхности А 0,08 мм. |
|
|
Допуск наклона оси отверстия относительно поверхности А 0,08 мм. |
|
|
9. Допуск соосности |
|
Допуск соосности отверстия относительно отверстия Æ 0,08 мм. |
|
|
Допуск соосности двух отверстий относительно их общей оси Æ 0,01 мм (допуск зависимый). |
|
|
10. Допуск симметричности |
|
Допуск симметричности паза Т 0,05 мм. База - плоскость симметрии поверхностей А |
|
|
Допуск симметричности отверстия Т 0,05 мм (допуск зависимый). База - плоскость симметрии поверхности А. |
|
|
|
Допуск симметричности осп отверстия относительно общей плоскости симметрии пазов АБ Т 0,2 мм и относительно общей плоскости симметрии пазов ВГ Т 0,1 мм. |
|
|
11. Позиционный допуск |
|
Позиционный допуск оси отверстия Æ 9,06 мм. |
|
|
Позиционный допуск осей отверстий Æ 0,2 мм (допуск зависимый). |
|
|
|
Позиционный допуск осей 4-х отверстий Æ 0,1 мм (допуск зависимый). База - ось отверстия А (допуск зависимый). |
|
|
|
Позиционный допуск 4-х отверстий Æ 0,1 мм (допуск зависимый). |
|
|
|
Позиционный допуск 3-х резьбовых отверстий Æ 0,1 мм (допуск зависимый) на участке, расположенном вне детали и выступающем на 30 мм от поверхности. |
|
|
12. Допуск пересечения осей |
|
Допуск пересечения осей отверстий Т 0,06 мм |
|
13. Допуск радиального биения |
|
Допуск радиального биения вала относительно оси конуса 0,01 мм. |
|
|
Допуск радиального биения поверхности относительно общей оси поверхностен А и Б 0,1 мм |
|
|
|
Допуск радиального биения участка поверхности относительно оси отверстия А 0,2 мм |
|
|
|
Допуск радиального биения отверстия 0,01 мм Первая база - поверхность Л. Вторая база - ось поверхности В. Допуск торцового биения относительно тех же баз 0,016 мм. |
|
|
14. Допуск торцового биения |
|
Допуск торцового биения на диаметре 20 мм относительно оси поверхности А 0,1 мм |
|
15. Допуск биения в заданном направлении |
|
Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса 0,01 мм. |
|
16. Допуск полного радиального биения |
|
Допуск полного радиального биения относительно общей оси поверхностен А и Б 0,1 мм. |
|
17. Допуск полного торцового биения |
|
Допуск полного торцового биения поверхности относительно оси поверхности 0,1 мм. |
|
18. Допуск формы заданного профиля |
|
Допуск формы заданного профиля Т 0,04 мм. |
|
19. Допуск формы заданной поверхности |
|
Допуск формы заданной поверхности относительно поверхностей А, Б, В, Т 0,1 мм. |
|
20. Суммарный допуск параллельности и плоскостности |
|
Суммарный допуск параллельности и плоскостности поверхности относительно основания 0,1 мм. |
|
21. Суммарный допуск перпендикулярности и плоскостности |
|
Суммарный допуск перпендикулярности и плоскостности поверхности относительно основания 0,02 мм. |
|
22. Суммарный допуск наклона и плоскостности |
|
Суммарный допуск наклона и плоскостности поверхности относительно основания 0,05 ми |















































Примечания:
1. В приведенных примерах допуски соосности, симметричности, позиционные, пересечения осей, формы заданного профиля и заданной поверхности указаны в диаметральном выражении.
Допускается указывать их в радиусном выражении, например:
![]()
В ранее выпущенной
документации допуски соосности, симметричности, смещения осей от номинального
расположения (позиционного допуска), обозначенные соответственно знаками ![]() или текстом в технических требованиях,
следует понимать как допуски в радиусном выражении.
или текстом в технических требованиях,
следует понимать как допуски в радиусном выражении.
2. Указание допусков формы и расположения поверхностей в текстовых документах или в технических требованиях чертежа следует приводить по аналогии с текстом пояснении к условным обозначениям допусков формы и расположения, приведенным в настоящем приложении.
При этом поверхности, к которым относятся допуски формы и расположения или которые приняты за базу, следует обозначать буквами или проводить их конструкторские наименования.
Допускается вместо слов «допуск зависимый» указывать знак и вместо указаний перед числовым значением символов Æ ; R ; Т; Т/2 запись текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».
3. Во вновь разрабатываемой документации запись в технических требованиях о допусках овальности, конусообразности, бочкообразности и седлообразности должна быть, например, следующей: «Допуск овальности поверхности А 0,2 мм (полуразность диаметров).
В технической документации, разработанной до 01.01.80, предельные значения овальности, конусообразности, бочкообразности и седлообразности определяют как разность наибольшего и наименьшего диаметров.
(Измененная редакция, Изм. № 1).
Стандартами установлены два вида допусков расположения: зависимые и независимые.
Зависимый допуск имеет переменное значение и зависит от действительных размеров базового и рассматриваемого элементов. Зависимый допуск более технологичный.
Зависимыми могут быть следующие допуски расположения поверхностей: позиционные допуски, допуски соосности, симметричности, перпендикулярности, пересечение осей.
Зависимыми могут быть допуски формы: допуск прямолинейности оси и допуск плоскостности для плоскости симметрии.
Зависимые допуски должны быть обозначены символом или оговорены текстом в технических требованиях.
Независимый допуск имеет постоянное числовое значение для всех деталей и не зависит от их действительных размеров.
Допуск параллельности и наклона может быть только независимый.
При отсутствии на чертеже специальных обозначений допуски понимаются как независимые. Для независимых допусков может использоваться символ хотя его указание необязательно.
Независимые допуски используются для ответственных соединений, когда их величина определяется функциональным назначением детали.
Независимые допуски также используются в мелкосерийном и единичном производстве, а их контроль производится универсальными измерительными средствами (см. таблицу 3.13).
Зависимые допуски устанавливаются для деталей, сопрягаемых одновременно по двум или более поверхностям, для которых взаимозаменяемость сводится к обеспечению собираемости по всем сопрягаемым поверхностям (соединение фланцев с помощью болтов).
Используются зависимые допуски в соединениях с гарантированным зазором в крупносерийном и массовом производстве, контроль их производится калибрами расположения. На чертеже указывается минимальное значение допуска (Тр min),которое соответствует проходному пределу (наименьший предельный размер отверстия или наибольший предельный размер вала). Фактическая величина зависимого допуска расположения определяется действительными размерами соединяемых деталей, т. е. в разных сборках она может быть разная. При соединениях по скользящей посадке Tp min = 0. Полное значение зависимого допуска определяется прибавлением к Тр min дополнительной величины Т доп, зависящей от действительных размеров данной детали (ГОСТ Р 50056):
Tp зав = Тр min + Т доп.
Примеры расчета величины расширения допуска для типовых случаев даны в таблице 3.14. В этой таблице также даны формулы для пересчета допусков расположения на позиционные допуски при проектировании калибров расположения (ГОСТ 16085).
Расположение осей отверстий под крепежные детали (болты, винты, шпильки, заклепки) может быть задано двумя способами:
Координатным, когда заданы предельные отклонения ± δL координирующих размеров;
Позиционным, когда заданы позиционные допуски в диаметральном выражении – Тр.
Таблица 3.13 – Условия выбора зависимого допуска расположения
|
Условия работы соединения |
Вид допуска расположения |
|
Условия выбора: Крупносерийное, массовое производство Требуется обеспечить только собираемость при условии полной взаимозаменяемости Контроль калибрами расположения Вид соединений: Неответственные соединения Сквозные отверстия под крепеж |
Зависимый |
|
Условия выбора: Единичное и мелкосерийное производство Требуется обеспечить правильное функционирование соединения (центрирование, герметичность, балансировка и другие требования) Контроль универсальными средствами Вид соединений: Ответственные соединения с натягом или по переходным посадкам Резьбовые отверстия под шпильки или отверстия под штифты Посадочные места под подшипники, отверстия под валы зубчатых передач |
Независимый |
Пересчет допусков из одного способа в другой производится по формулам таблицы 3.15 для системы прямоугольных и полярных координат.
Координатный способ используется в единичном, мелкосерийном производстве, для неуказанных допусков расположения, а также в случаях, если требуется пригонка деталей, если заданы разные величины допусков по координатным направлениям, если число элементов в одной группе менее трех.
Позиционный способ более технологичный и используется в крупносерийном и массовом производстве. Позиционные допуски наиболее часто используются для задания расположения осей отверстий под крепежные детали. При этом координирующие размеры указываются только номинальными значениями в квадратных рамках , так как на эти размеры не распространяется понятие «общий допуск».
Числовые значения позиционных допусков не имеют степеней точности и определяются из базового ряда числовых значений по ГОСТ 24643. Базовый ряд состоит из следующих чисел: 0,1; 0,12; 0,16; 0,2; 0,25; 0,4; 0,5; 0,6; 0,8 мкм, эти значения могут быть увеличены в 10 ÷ 10 5 раз.
Числовое значение позиционного допуска зависит от типа соединения А (болтами, два сквозных отверстия во фланцах) или В (соединение шпильками, т. е. зазор в одной детали). По известному диаметру крепежной детали определяется по таблице 3.16 ряд отверстий, их диаметр (D ) и минимальный зазор (S min).
Таблица 3.14 – Перерасчет допусков расположения поверхностей на позиционные допуски
|
Допуск расположения поверхностей |
Формулы для определения позиционного допуска |
Максимальное расширение допуска Тдоп |
|
|
Допуск соосности (симметричности) относительно оси базовой поверхности |
|
Для базы Т Р = 0 Для конт ролируемой поверхност и Т Р = Т С |
Т доп = Td 1 Т доп = Td 2 |
|
Допуск соосности (симметричности) относительно общей оси |
|
Т Р1 = Т С1 Т Р2 = Т С2 |
Т доп = Td 1 + Td 2 |
|
Допуск соосности (симметричности) двух поверхностей База не указана |
|
Т Р1 = Т Р2 = |
Т доп = TD 1 + TD 2 |
|
Допуск перпендикулярности оси поверхности относительно плоскости |
|
Т Р = Т |
Т доп = TD |




На чертеже детали указывают величину позиционного допуска (см. таблицу 3.7), решив вопрос о его зависимости. Для сквозных отверстий допуск назначается зависимый, а для резьбовых – независимый, поэтому он расширяется.
Для соединения типа (А) Т поз = S p , для соединений типа (В ) для сквозных отверстий Т поз = 0,4 S p , а для резьбовых Т поз =(0,5÷0,6) S p (рисунок 3.4).

1, 2 – соединяемые детали
Рисунок 3.4 – Виды соединения деталей при помощи крепежных изделий:
а – тип А, болтами; б – тип В, шпильками, штифтами
Расчетный зазор S р, необходимый для компенсации погрешности расположения отверстий, определяется по формуле:
S p = S min ,
где коэффициент К использования зазора для компенсации отклонения расположения осей отверстий и болтов. Он может принимать следующие значения:
К = 1 – в соединениях без регулировки в нормальных условиях сборки;
К = 0,8 – в соединениях с регулировкой, а также в соединениях без регулировки, но с утопленными и потайными головками винтов;
К = 0,6 – в соединениях с регулировкой расположения деталей при сборке;
К = 0 – для базового элемента, выполненного по скользящей посадке (H /h ), когда номинальный позиционный допуск этого элемента равен нулю.
Если позиционный допуск оговаривается на определенном расстоянииотповерхности детали, то он задается как выступающий допуск и обозначается символом (Р ). Например: центр сверла, торец шпильки, ввернутой в корпус.
Таблица 3.15 – Пересчет предельных отклонений размеров, координирующих оси отверстий на позиционные допуски по ГОСТ 14140
|
Вид расположения |
Формулы для определения позиционного допуска (в диаметральном выражении) |
|
|
Система прямоугольных координат |
||
|
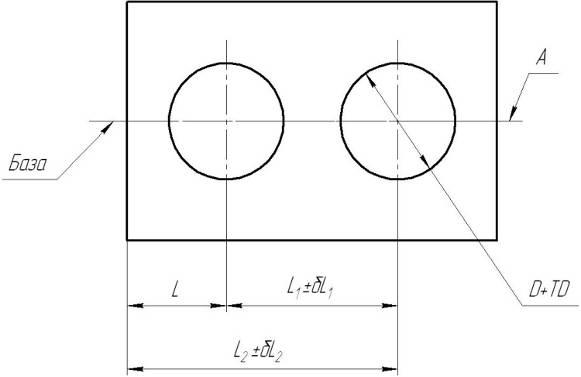
Одно отверстие задано от сборочной базы
|
Т р = 2δL δL = ±0,5 Т р Т доп = TD |
|
|
Два отверстия координированы относительно друг друга (сборочная база отсутствует)
|
Т р = δL δL = ± Т р Т доп = TD |
|
|
Три и более отверстий, расположенных в один ряд (сборочная база отсутствует)
|
Т р = 1,4δL δL =± 0,7Т р Т доп = TD δL y = ± 0,35Т р (δL y – от клонение от носит ельно базовой оси) δL лес = δL ∑∕2 (лесенкой) δL цеп = δL ∑ ∕(n–1) (цепочкой) δL ∑ – наибольшее расст ояние между осями смежных от верст ий |
|
|
Два и более отверстий расположены в один ряд (заданы от сборочной базы)
|
Т доп = TD Т р = 2,8δL 1 = 2,8 δL 2 δL 1 = δL 2 = ± 0,35Т р (от клонение осей от общей плоскост и – А или сборочной базы) |
|
|
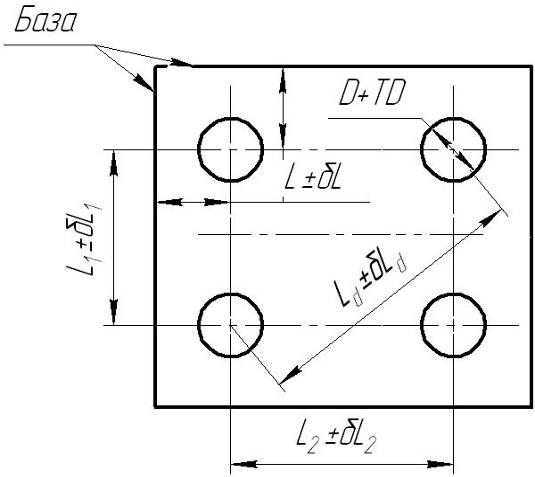
Отверстия расположены в два ряда (сборочная база отсутствует)
Отверстия координированы относительно двух сборочных баз |
Т р1,4δL 1 1,4 δL 2 δL 1 = δL 2 = ± 0,7 Т р Т р = δL d δL d = ± Т р (размер задан до диагонали) Т доп = TD δL 1 = δL 2 = δL Т р 2,8 δL δL = ± 0,35Т р |
|
|
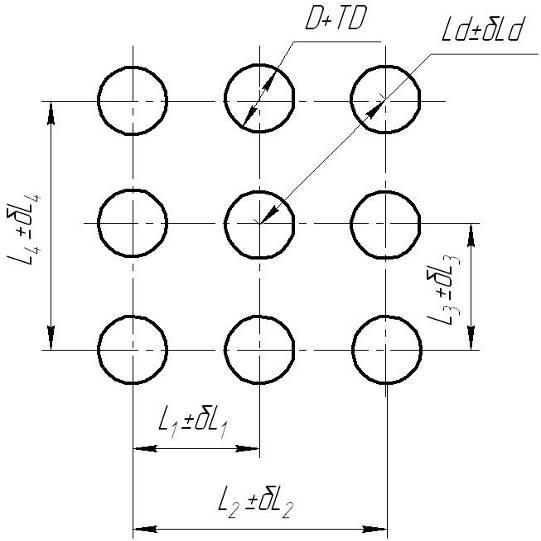
Отверстия расположены в несколько рядов (сборочная база отсутствует)
|
δL 1 = δL 2 = … δL Т р 2,8 δL δL = ± 0,35Т р Т р = δL d δL d = ± Т р (размер задан до диагонали) Т доп = TD |
|
|
Система полярных координат |
||
|
Два отверстия, координированы относительно оси центрального элемента
|
Т р = 2,8 δR δR = ± 0,35Т р δα
= ± (угловые минут ы) Т доп = TD |
|
|
Три и более отверстия расположены по окружности (сборочная база отсутствует)
Три и более отверстия расположены по окружности, центральный элемент является сборочной базой |
Т доп = TD Т р = 1,4 δα δα = ± 0,7Т р (угловые минут ы) δα 1 = δα 2 = Т доп = TD + Т D баз |
|



 3400
3400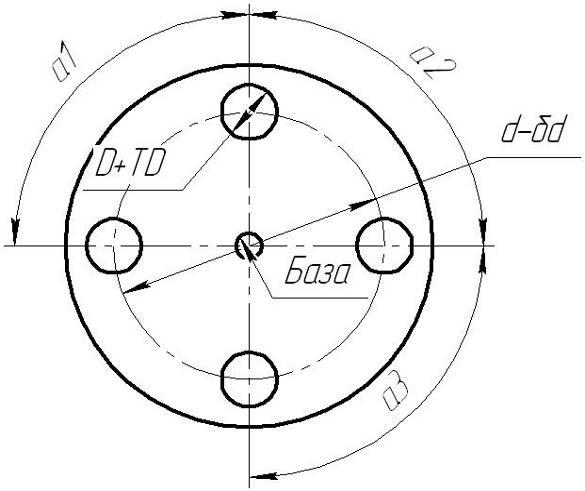
Таблица 3.16 – Диаметры сквозных отверстий под крепежные детали и соответствующие им гарантированные зазоры по ГОСТ 11284, мм
|
Диаметр крепежной детали d | ||||||
|
Примечания: 1 Предпочтительным является 1-й ряд, который используется для соединений типов А и В (отверстия могут быть получены любым методом). 2 Для соединений типов А и В рекомендуется использовать 2-й ряд при получении отверстий по разметке, пробивке штампом повышенной точности, в литье по выплавляемым моделям или под давлением. 3 Соединения типа А могут быть выполнены по 3-му ряду при расположении с 6-го по 10-и вид, а также соединения типа В при расположении с 1-го по 5-й вид (любой метод обработки, кроме заклепочных соединений). |
||||||
Независимым допуском расположения осей отверстий называется допуск, числовое значение которого постоянно для большого количества одноименных деталей (например, партии деталей) и не зависит от действительного размера (диаметра) отверстия или (а может быть ”и“) от размера базы. Если на чертеже нет никаких указаний, то допуск считается независимым.
Смысл приведенного понятия сводится к тому, что при независимом допуске при измерении необходимо определить погрешность расположения таким образом, чтобы значение размера (диаметра) отверстия не влияло на значение отклонения расположения.
На ранее приведенных рисунках допуски расположения являются независимыми, т.е. межцентровые расстояния должны быть выдержаны в пределах допусков, заданных позиционными отклонениями, либо – предельными отклонениями и не зависят, от того, каковы действительные диаметры отверстий (но, безусловно, отверстия, в свою очередь, должны быть изготовлены в пределах своих допустимых размеров).
Зависимый допуск расположения – допуск, указываемый на чертеже или в других технических документах в виде минимального значения, которое допускается превышать на значение, зависящее от отклонения действительного размера рассматриваемого элемента (отверстия) или (и) базы от предела максимума материала, т.е. для отверстия от наименьшего предельного размера отверстия.
Зависимый допуск расположения выделяется символом М,
стоящим рядом с допуском расположения или (и) с базой.
Полное значение зависимого допуска расположения определяется по формуле:
![]() ,
,
где – минимальное значение допуска, указываемое в чертеже (постоянная для всех деталей часть зависимого допуска);
|
|
– дополнительное значение допуска, зависящее от действительных размеров отверстий.
Если отверстие будет изготовлено с максимальным размером (диаметром), то будет максимальным и определится, как
![]() , ,
, ,
где – допуск отверстия.
Интерпретируя вышеуказанное, можно утверждать, что минимальный гарантированный зазор для прохождения крепежной детали, может быть увеличен (что происходит при отклонениях действительных размеров сопрягаемых элементов от проходных пределов), при этом становится допустимым и соответственно увеличенное отклонение расположения, разрешаемое зависимым допуском.
Вышесказанное поясним на конкретных примерах.

На рис. 7, а позиционный допуск расположения независимый (на чертеже нет никаких указаний). Это означает, что центр отверстия ø10Н12 должен находиться в пределах круга диаметром 0,1мм и не входить за пределы, несмотря на то, каков действительный диаметр отверстия.
На рис. 7, б позиционный допуск зависимый (на это указывает символ М рядом с допуском расположения). Это означает, что минимальное значение допуска расположения равно 0,1 мм (при диаметре отверстия ).
При увеличении диаметра отверстия допуск расположения можно увеличивать (за счет образующегося зазора в соединении). Максимальное значение допуска расположения может быть, когда отверстие будет изготовлено на верхнем предельном размере, т.е. когда = 10,15 мм. В итоге
![]() ,
,
и тогда , т.е. центр отверстия ø 10Н12 может находиться в круге диаметром 0,25 мм.
5.Числовые значения допусков
расположения отверстий
Для соединения (рис. 1, а, тип А) в обеих соединяемых пластинах 1 и 2 предусмотрены сквозные отверстия под проход крепежа. Для соединения типа Б – сквозные отверстия только в 1-й пластине. Диаметральный зазор между крепежом и отверстием в пластине должен гарантировать свободное прохождение болта (заклепки) в отверстие, чтобы обеспечить собираемость. Гарантия может быть достигнута, когда действительный размер отверстия будет получен близким к минимальному предельному размеру отверстия , а вал (болт, заклепки) – к максимальному предельному размеру (обычно , где d – номинальный размер болта). Разница между размерами и – это минимальный зазор, являющийся гарантированным, так как при большем зазоре, чем собираемость тем более будет обеспечена. Минимальный диаметральный зазор и берется в качестве позиционного допуска расположения отверстий, причем:
– для соединений типа А: ;
– для соединений типа Б: (зазор только в одной пластине).
Здесь Т – основной позиционный допуск в диаметральном выражении (удвоенное предельное смещение от номинального расположения по ГОСТ 14140-81).
Для стандартных крепежных деталей существуют разработанные таблицы с диаметрами сквозных отверстий под них и соответствующие им наименьшие (гарантированные) зазоры (ГОСТ 11284-75). Одна из таких таблиц приведена в приложении 1.
2. При постановке размеров, “лесенкой” с привязкой к сборочной базе:
Для соединений типа А – ![]() ;
;
Для соединений типа Б – ![]() .
.
В приложении 2 “Перерасчет позиционных допусков на предельные отклонения размеров, координирующих оси отверстий. Система прямоугольных координат” по ГОСТ 14140-81 приведены числовые значения предельных отклонений в зависимости от заданного позиционного допуска для некоторых схем простановки размеров.
В приложении 3 приведены примеры перевода позиционных допусков в предельные отклонения для некоторых схем простановки размеров с обозначениями допусков на чертежах.
Зависимым называется переменный допуск расположения (на чертеже указывают минимальное значение), который допускается превышать на величину, соответствующую отклонению действительного размера поверхности детали от проходного предела (наибольшего предельного размера вала или наименьшего предельного размера отверстия).
Зависимые допуски расположения назначают главным образом в тех случаях, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям с заданными зазорами или натягами.
Зависимые допуски часто контролируют комплексными калибрами, являющимися прототипом сопрягаемой детали.
Иногда зависимые допуски назначают и на отклонения формы.
Независимым называется допуск расположения или формы, величина которого постоянна для всех деталей, изготовленных по данному чертежу, и не зависит от действительных отклонений размеров рассматриваемых поверхностей.
Чистовые значения отклонений формы и расположения (ст сэв 636 – 77)
Стандартом СЭВ установлено 16 степеней точности формы и расположения поверхностей. 16 – самая грубая. Числовые значения допусков от одной степени точности к другой возрастают в 1,6 раза.
В справочных таблицах степени точности указаны арабскими цифрами (по старым ГОСТам – римскими).
На чертежах степень точности никогда не указывается, а записывается конкретное числовое значение допуска формы или расположения.
В зависимости от соотношения между попуском размера и допусками формы или расположения устанавливают следующие уровни относительной геометрической точности.
А – нормальная относительная геометрическая точность (допуск формы или расположения в среднем составляет 60% от допуска размера);
В – повышенная относительная геометрическая точность (40%);
С – высокая относительная геометрическая точность (25%).
Для цилиндричности, круглости и профиля продольного сечения относительная геометрическая точность для А, В и С составляет соответственно 30, 20 и 12% от допуска размера. Это вызвано тем, что допуск указываемых отклонений формы ограничивает отклонение радиуса, а допуск размера относится к диаметру поверхности.
Обозначение на чертежах допусков формы и расположения поверхностей.
Вид допуска формы и расположения должен обозначаться на чертеже знаком (СТ СЭВ 368 – 76).
|
Группа допуска |
Вид допуска | |
|
Допуски формы |
Допуск прямолинейности Допуск плоскостности Допуск круглости Допуск цилиндричности Допуск профиля продольного сечения | |
|
Допуски расположения |
Допуск параллельности Допуск перпендикулярности Допуск наклона Допуск соосности Допуск симметричности Позиционный допуск Допуск пересечения осей | |
|
Суммарные допуски формы и расположения |
Допуск радиального биения Допуск торцевого биения Допуск биения в заданном направлении Допуск полного радиального биения Допуск полного торцевого биения Допуск формы заданного профиля Допуск формы заданной поверхности |
Знак и числовое значение допуска вписывают в рамку: на первом месте указывают знак, на втором месте числовое значение допуска и на третьем месте буквой указывают базу, относительно которой определяют допуск. Допускается базу указывать не буквой, а линией, соединяющей рамку с зачернённым треугольником, нарисованным на базовой поверхности. Для погрешности формы база не указывается.
Если обозначение записано дробно, то в знаменателе указывается базовая длина на которой конструируется отклонение.
Если базовая длина не указывается, то отклонение контролируют по всей длине поверхности.
Стандартами установлены два вида допусков расположения: зависимые и независимые.
Зависимый допуск имеет переменное значение и зависит от действительных размеров базового и рассматриваемого элементов. Зависимый допуск более технологичный.
Зависимыми могут быть следующие допуски расположения поверхностей: позиционные допуски, допуски соосности, симметричности, перпендикулярности, пересечение осей.
Зависимыми могут быть допуски формы: допуск прямолинейности оси и допуск плоскостности для плоскости симметрии.
Зависимые допуски должны быть обозначены символом или оговорены текстом в технических требованиях.
Независимый допуск имеет постоянное числовое значение для всех деталей и не зависит от их действительных размеров.
Допуск параллельности и наклона может быть только независимый.
При отсутствии на чертеже специальных обозначений допуски понимаются как независимые. Для независимых допусков может использоваться символ хотя его указание необязательно.
Независимые допуски используются для ответственных соединений, когда их величина определяется функциональным назначением детали.
Независимые допуски также используются в мелкосерийном и единичном производстве, а их контроль производится универсальными измерительными средствами (см. таблицу 3.13).
Зависимые допуски устанавливаются для деталей, сопрягаемых одновременно по двум или более поверхностям, для которых взаимозаменяемость сводится к обеспечению собираемости по всем сопрягаемым поверхностям (соединение фланцев с помощью болтов).
Используются зависимые допуски в соединениях с гарантированным зазором в крупносерийном и массовом производстве, контроль их производится калибрами расположения. На чертеже указывается минимальное значение допуска (Тр min),которое соответствует проходному пределу (наименьший предельный размер отверстия или наибольший предельный размер вала). Фактическая величина зависимого допуска расположения определяется действительными размерами соединяемых деталей, т. е. в разных сборках она может быть разная. При соединениях по скользящей посадке Tp min = 0. Полное значение зависимого допуска определяется прибавлением к Тр min дополнительной величины Т доп, зависящей от действительных размеров данной детали (ГОСТ Р 50056):
Tp зав = Тр min + Т доп.
Примеры расчета величины расширения допуска для типовых случаев даны в таблице 3.14. В этой таблице также даны формулы для пересчета допусков расположения на позиционные допуски при проектировании калибров расположения (ГОСТ 16085).
Расположение осей отверстий под крепежные детали (болты, винты, шпильки, заклепки) может быть задано двумя способами:
Координатным, когда заданы предельные отклонения ± δL координирующих размеров;
Позиционным, когда заданы позиционные допуски в диаметральном выражении – Тр.
Таблица 3.13 – Условия выбора зависимого допуска расположения
|
Условия работы соединения |
Вид допуска расположения |
|
Условия выбора: Крупносерийное, массовое производство Требуется обеспечить только собираемость при условии полной взаимозаменяемости Контроль калибрами расположения Вид соединений: Неответственные соединения Сквозные отверстия под крепеж |
Зависимый |
|
Условия выбора: Единичное и мелкосерийное производство Требуется обеспечить правильное функционирование соединения (центрирование, герметичность, балансировка и другие требования) Контроль универсальными средствами Вид соединений: Ответственные соединения с натягом или по переходным посадкам Резьбовые отверстия под шпильки или отверстия под штифты Посадочные места под подшипники, отверстия под валы зубчатых передач |
Независимый |
Пересчет допусков из одного способа в другой производится по формулам таблицы 3.15 для системы прямоугольных и полярных координат.
Координатный способ используется в единичном, мелкосерийном производстве, для неуказанных допусков расположения, а также в случаях, если требуется пригонка деталей, если заданы разные величины допусков по координатным направлениям, если число элементов в одной группе менее трех.
Позиционный способ более технологичный и используется в крупносерийном и массовом производстве. Позиционные допуски наиболее часто используются для задания расположения осей отверстий под крепежные детали. При этом координирующие размеры указываются только номинальными значениями в квадратных рамках , так как на эти размеры не распространяется понятие «общий допуск».
Числовые значения позиционных допусков не имеют степеней точности и определяются из базового ряда числовых значений по ГОСТ 24643. Базовый ряд состоит из следующих чисел: 0,1; 0,12; 0,16; 0,2; 0,25; 0,4; 0,5; 0,6; 0,8 мкм, эти значения могут быть увеличены в 10 ÷ 10 5 раз.
Числовое значение позиционного допуска зависит от типа соединения А (болтами, два сквозных отверстия во фланцах) или В (соединение шпильками, т. е. зазор в одной детали). По известному диаметру крепежной детали определяется по таблице 3.16 ряд отверстий, их диаметр (D ) и минимальный зазор (S min).
Таблица 3.14 – Перерасчет допусков расположения поверхностей на позиционные допуски
|
Допуск расположения поверхностей |
Формулы для определения позиционного допуска |
Максимальное расширение допуска Тдоп |
|
|
Допуск соосности (симметричности) относительно оси базовой поверхности |
|
Для базы Т Р = 0 Для конт ролируемой поверхност и Т Р = Т С |
Т доп = Td 1 Т доп = Td 2 |
|
Допуск соосности (симметричности) относительно общей оси |
|
Т Р1 = Т С1 Т Р2 = Т С2 |
Т доп = Td 1 + Td 2 |
|
Допуск соосности (симметричности) двух поверхностей База не указана |
|
Т Р1 = Т Р2 = |
Т доп = TD 1 + TD 2 |
|
Допуск перпендикулярности оси поверхности относительно плоскости |
|
Т Р = Т |
Т доп = TD |
На чертеже детали указывают величину позиционного допуска (см. таблицу 3.7), решив вопрос о его зависимости. Для сквозных отверстий допуск назначается зависимый, а для резьбовых – независимый, поэтому он расширяется.
Для соединения типа (А) Т поз = S p , для соединений типа (В ) для сквозных отверстий Т поз = 0,4 S p , а для резьбовых Т поз =(0,5÷0,6) S p (рисунок 3.4).
1, 2 – соединяемые детали
Рисунок 3.4 – Виды соединения деталей при помощи крепежных изделий:
а – тип А, болтами; б – тип В, шпильками, штифтами
Расчетный зазор S р, необходимый для компенсации погрешности расположения отверстий, определяется по формуле:
S p = S min ,
где коэффициент К использования зазора для компенсации отклонения расположения осей отверстий и болтов. Он может принимать следующие значения:
К = 1 – в соединениях без регулировки в нормальных условиях сборки;
К = 0,8 – в соединениях с регулировкой, а также в соединениях без регулировки, но с утопленными и потайными головками винтов;
К = 0,6 – в соединениях с регулировкой расположения деталей при сборке;
К = 0 – для базового элемента, выполненного по скользящей посадке (H /h ), когда номинальный позиционный допуск этого элемента равен нулю.
Если позиционный допуск оговаривается на определенном расстоянииотповерхности детали, то он задается как выступающий допуск и обозначается символом (Р ). Например: центр сверла, торец шпильки, ввернутой в корпус.
Таблица 3.15 – Пересчет предельных отклонений размеров, координирующих оси отверстий на позиционные допуски по ГОСТ 14140
|
Вид расположения |
Формулы для определения позиционного допуска (в диаметральном выражении) |
|
|
Система прямоугольных координат |
||
|
Одно отверстие задано от сборочной базы
|
Т р = 2δL δL = ±0,5 Т р Т доп = TD |
|
|
Два отверстия координированы относительно друг друга (сборочная база отсутствует)
|
Т р = δL δL = ± Т р Т доп = TD |
|
|
Три и более отверстий, расположенных в один ряд (сборочная база отсутствует)
|
Т р = 1,4δL δL =± 0,7Т р Т доп = TD δL y = ± 0,35Т р (δL y – от клонение от носит ельно базовой оси) δL лес = δL ∑∕2 (лесенкой) δL цеп = δL ∑ ∕(n–1) (цепочкой) δL ∑ – наибольшее расст ояние между осями смежных от верст ий |
|
|
Два и более отверстий расположены в один ряд (заданы от сборочной базы)
|
Т доп = TD Т р = 2,8δL 1 = 2,8 δL 2 δL 1 = δL 2 = ± 0,35Т р (от клонение осей от общей плоскост и – А или сборочной базы) |
|
|
Отверстия расположены в два ряда (сборочная база отсутствует)
Отверстия координированы относительно двух сборочных баз |
Т р1,4δL 1 1,4 δL 2 δL 1 = δL 2 = ± 0,7 Т р Т р = δL d δL d = ± Т р (размер задан до диагонали) Т доп = TD δL 1 = δL 2 = δL Т р 2,8 δL δL = ± 0,35Т р |
|
|
Отверстия расположены в несколько рядов (сборочная база отсутствует)
|
δL 1 = δL 2 = … δL Т р 2,8 δL δL = ± 0,35Т р Т р = δL d δL d = ± Т р (размер задан до диагонали) Т доп = TD |
|
|
Система полярных координат |
||
|
Два отверстия, координированы относительно оси центрального элемента
|
Т р = 2,8 δR δR = ± 0,35Т р δα
= ± (угловые минут ы) Т доп = TD |
|
|
Три и более отверстия расположены по окружности (сборочная база отсутствует)
Три и более отверстия расположены по окружности, центральный элемент является сборочной базой |
Т доп = TD Т р = 1,4 δα δα = ± 0,7Т р (угловые минут ы) δα 1 = δα 2 = Т доп = TD + Т D баз |
|
Таблица 3.16 – Диаметры сквозных отверстий под крепежные детали и соответствующие им гарантированные зазоры по ГОСТ 11284, мм
|
Диаметр крепежной детали d | ||||||
|
Примечания: 1 Предпочтительным является 1-й ряд, который используется для соединений типов А и В (отверстия могут быть получены любым методом). 2 Для соединений типов А и В рекомендуется использовать 2-й ряд при получении отверстий по разметке, пробивке штампом повышенной точности, в литье по выплавляемым моделям или под давлением. 3 Соединения типа А могут быть выполнены по 3-му ряду при расположении с 6-го по 10-и вид, а также соединения типа В при расположении с 1-го по 5-й вид (любой метод обработки, кроме заклепочных соединений). |
||||||





