Индукционный нагреватель своими руками схема. Простой индукционный нагреватель. Отопление индукционным оборудованием
Индукционный нагрев (Induction Heating) - метод бесконтактного нагрева токами высокой частоты (англ. RFH - radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода.
Индукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно - это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием - этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева - эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал - металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе - так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы - это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования - циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Современные твч-генераторы - это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
А) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания - заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается - это может привести к "разносу" генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка - дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности - схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот - напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
Принцип индукционного нагрева пришел в наш быт относительно недавно и сразу завоевал большую популярность. Причина – бесконечный поиск человеком недорогих и экономичных источников тепла для обогрева своего жилища. Многие даже решились попробовать сделать индукционный нагреватель своими руками с целью присоединить его к системе отопления частного дома. Попытаемся разобраться, что из этого получилось и оправдывают ли себя затраченные усилия и время.
Схема индукционного нагревателя
Благодаря открытию М. Фарадеем в 1831 году явления электромагнитной индукции в нашей современной жизни появилось множество устройств, нагревающих воду и другие среды. Мы каждый день пользуемся электрочайником с дисковым нагревателем, мультиваркой, индукционной варочной панелью, поскольку реализовать это открытие для быта удалось только в наше время. Ранее оно использовалось в металлургической и других отраслях металлообрабатывающей промышленности.
Заводской индукционный котел использует в своей работе принцип воздействия вихревых токов на металлический сердечник, помещенный внутрь катушки. Вихревые токи Фуко имеют поверхностную природу, поэтому есть смысл задействовать в качестве сердечника полую металлическую трубу, сквозь которую протекает нагреваемый теплоноситель.
Принцип действия индукционного нагревателя
Возникновение токов обусловлено подачей на обмотку переменного электрического напряжения, вызывающего появление переменного электромагнитного поля, меняющего потенциалы 50 раз в секунду при обычной промышленной частоте 50 Гц. При этом индукционная катушка выполнена таким образом, чтобы ее можно было подключить к сети переменного тока напрямую. В промышленности для такого нагрева используют токи высокой частоты – до 1 МГц, поэтому добиться работы устройства при частоте 50 Гц достаточно непросто.
Толщина медной проволоки и количество витков обмотки, которую используют индукционные нагреватели воды, рассчитано отдельно для каждого агрегата по специальной методике под требуемую тепловую мощность. Изделие должно работать эффективно, быстро нагревать протекающую по трубе воду и при этом не перегреваться. Предприятия вкладывают немалые средства в разработку и внедрение подобных продуктов, поэтому все задачи решены успешно, а показатель КПД нагревателя составляет 98%.
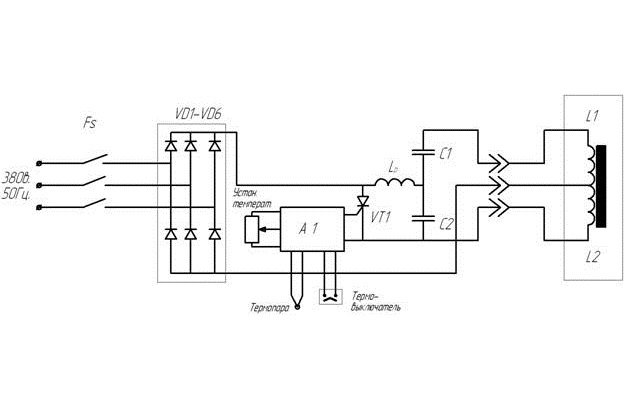
Помимо высокой эффективности особо привлекает скорость, с которой происходит нагрев протекающей через сердечник среды. На рисунке представлена схема работы индукционного нагревателя, сделанного в заводских условиях. Такая схема применена в агрегатах известной торговой марки «ВИН», выпускаемых Ижевским заводом.

Схема работы нагревателя
Долговечность работы теплогенератора зависит только от герметичности корпуса и целостности изоляции витков провода, а это получается достаточно большой период, производители декларируют – до 30 лет. За все эти достоинства, которыми в действительности обладают данные аппараты, надо выложить немалые деньги, индукционный нагреватель воды – самый дорогой из всех видов отопительных электроустановок. По этой причине некоторые умельцы взялись за изготовление самодельного прибора с целью задействовать его в отоплении дома.
Самодельные индукционные котлы
Самая простая схема устройства, которую собирают, состоит из отрезка пластиковой трубы, в полость которую закладываются различные металлические элементы с целью создать сердечник. Это может быть тонкая нержавеющая проволока, скатанная шариками, нарубленная мелкими кусочками проволока – катанка диаметром 6-8 мм или даже сверло диаметром, соответствующим внутреннему размеру трубы. Снаружи к ней приклеиваются палочки из стеклотекстолита, а на них наматывается провод толщиной 1.5-1.7 мм в стеклоизоляции. Длина провода – порядка 11 м. Технологию изготовления можно изучить, просмотрев видео:
Затем самодельный индукционный нагреватель испытали, заполнив его водой и подключив к индукционной варочной панели заводского изготовления ORION мощностью 2 кВт вместо штатного индуктора. Результаты испытаний показаны на следующем видео:
Другие мастера рекомендуют в качестве источника принять сварочный инвертор небольшой мощности, подключив клеммы вторичной обмотки к выводам катушки. Если внимательно изучить проделанную автором работу, то напрашиваются выводы:
- Автор хорошо потрудился и его изделие, несомненно, работает.
- Никаких расчетов по толщине провода, числу и диаметру витков катушки не производилось. Параметры обмотки были приняты по аналогии с варочной панелью, соответственно, индукционный водонагреватель получится мощностью не выше 2 кВт.
- В лучшем случае самодельный агрегат сможет нагревать воду для двух радиаторов отопления по 1 кВт каждый, этого хватит на обогрев одной комнаты. В худшем случае нагрев будет слабым или вообще пропадет, ведь испытания проводились без протока теплоносителя.
Более точные выводы сделать трудно из-за недостатка информации о дальнейших испытаниях прибора. Другой способ, как самостоятельно организовать индукционный нагрев воды для отопления, показан на следующем видео:
Сваренный из нескольких металлических труб радиатор выполняет роль внешнего сердечника для вихревых токов, создаваемых катушкой той же индукционной варочной панели. Выводы следующие:
- Тепловая мощность получившегося отопителя не превышает электрической мощности панели.
- Количество и размер труб были выбраны случайно, но обеспечили достаточную поверхность для передачи тепла, возникающего от вихревых токов.
- Данная схема индукционного нагревателя оказалась успешной для конкретного случая, когда квартира окружена помещениями других отапливаемых квартир. Кроме того, автор не показывал работу установки в холодное время года с фиксацией температуры воздуха в комнатах.
В подтверждение сделанных выводов предлагается просмотреть видео, где автор пытался применить подобный нагреватель в условиях отдельно стоящего утепленного здания:
Заключение
Конструирование и изготовление индукционных котлов – процесс непростой и требующий серьезного подхода. Представленные примеры показывают, что на данный момент пока не удалось создать надежный и работоспособный в каждой системе отопления самодельный агрегат. Экспериментальные модели нельзя предложить домовладельцам, которые хотели бы своими руками изготовить подобный индукционный нагреватель в домашних условиях.
Каждый владелец загородного дома или коттеджа, в первую очередь, заботится о том, чтобы в его жилище всегда было тепло и уютно.
Достичь такого комфорта помогает правильно подобранное отопительное оборудование, которое бы эффективно обогревало дом и, в тоже время, затраты на него были минимальными. На сегодняшний день наиболее эффективными отопительными системами считают те, в которых для обогрева используют электрическое оборудование. Мы предлагаем рассмотреть альтернативный вариант электрического отопления.
Современный полет технической мысли позволил создать новый вид электрического оборудования для отопления, который называется воды. В этой статье мы попытаемся подробно рассказать о том, что собой представляет этот агрегат и какими преимуществами он обладает, а также опишем технологию его изготовления своими руками. (Об особенностях индукционного отопления Вы можете почитать ).
Из чего состоит и как работает
 Любой индукционный нагреватель состоит из основных трех компонентов:
Любой индукционный нагреватель состоит из основных трех компонентов:
- инвертор, который преобразует бытовую электроэнергию в высокочастотный ток;
- индуктор, который создает электромагнитное поле;
- нагревательный элемент, с помощью которого непосредственно нагревается вода.
Принцип же действия нагревателя этого вида заключается в последовательном взаимодействии всех его основных компонентов. Иначе говоря:
- инвертор вырабатывает высокочастотный ток и подает его непосредственно на индуктор;
- катушка из определенного количества витков медной проволоки, которая и является индуктором, создает магнитное поле, считающееся причиной появления вихревых потоков;
- нагревательный элемент, который находится внутри индуктора, под воздействием вихревых токов хорошо разогревается;
- и как следствие, теплоноситель, который находится внутри теплообменника, одновременно с ним также разогревается, и в горячем виде непосредственно передается в отопительную систему.
Как видим, принцип работы агрегата этого вида достаточно простой, поэтому, можно смело допустить предположение, что индукционный нагреватель воды обладает целым рядом достоинств.
Преимущества

 К числу позитивных характеристик индукционного агрегата можно отнести следующие важные моменты:
К числу позитивных характеристик индукционного агрегата можно отнести следующие важные моменты:
- Долговечность использования. Благодаря не слишком замысловатой конструкции, индукционный нагреватель можно бесперебойно использовать в течение более 30 лет
- Экономичность. Коэффициент полезного действия агрегата этого вида приближается к 100%. Иначе говоря, все электричество полностью перерабатывается в тепловую энергию, практически без потерь.
- Удобство. Обслуживание индукционного нагревателя не требует постоянного технического обслуживания. Достигается это благодаря тому, что электромагнитное поле, помимо создания нагрева, образует вибрации, которые не дают возможности появлению накипи на внутренних стенках теплообменника.
- Компактность. Нагреватели этого вида имеют небольшие габаритные размеры, что способствует их установке в помещениях любого типа.
- Бесшумность. Индукционные агрегаты, благодаря своей конструкции, функционируют достаточно тихо.
- Экологичность. Котел этого вида не производит выброс вредных продуктов сгорания, поэтому не требуется оборудования дымохода и системы вентиляции.
По анализу отзывов, основным недостатком такого агрегата является его высокая стоимость. Но существует оптимальный выход – сконструировать индукционный нагреватель воды своими руками.
Необходимые инструменты и материалы
Надумав сделать индукционный агрегат своими руками, прежде всего, нужно приготовить все необходимые материалы и инструменты.
Их перечень выглядит следующим образом:

Схема и порядок сборки
 Конструирование индукционного нагревателя своими руками должно происходить согласно следующим последовательным этапам:
Конструирование индукционного нагревателя своими руками должно происходить согласно следующим последовательным этапам:
- Нагревательный элемент. Один из торцов пластиковой трубы фиксируется металлической сеткой. Затем нержавеющая проволока нарезается кусачками на небольшие отрезки, которые плотно помещаются внутри трубы. При этом очень важно не допускать пустот. Второй торец трубы также фиксируется металлической сеткой.
- Индуктор. Поверх пластиковой трубы наматывается медная проволока, которая будет создавать вихревые потоки. При этом очень важно знать, что количество витков должно быть не менее 90.
- Инвертор. Этот прибор конструируется на тиристорах, которые позволяют эффективно преобразовывать обычную электроэнергию в высокочастотный ток. Тиристорный инвертор является самым важным компонентом индукционного нагревателя. Стоит также отметить, что у тиристорного преобразователя электронное управление, которое позволяет плавно регулировать подачу тока, а также надежно защищает от аварийных ситуаций.
- Подключение. Когда индукционный нагреватель воды полностью смонтирован, то с помощью шаровых кранов и переходников он непосредственно подключается к отопительной системе.
Прежде чем мы поговорим о том, как собрать самодельный индукционный нагреватель, нужно узнать, что это и по какому принципу работает.
История индукционных нагревателей
В период с 1822 по 1831 год известнейший английский ученый Фарадей провел серию экспериментов, целью которых было добиться преобразования магнетизма в электрическую энергию. Он проводил много времени в своей лаборатории. Пока в один прекрасный день, в 1831 году, Майкл Фарадей все-таки не добился своего. У ученого наконец вышло получить электрический поток в первичной обмотке из проволоки, которая была намотана на железный сердечник. Так была открыта электромагнитная индукция.
Сила индукции
Это открытие стали применять в промышленности, в трансформаторах, различных моторах и генераторах.
Однако по-настоящему это открытие стало популярным и необходимым лишь через 70 лет. Во времена подъема и развития металлургической промышленности требовались новые, современные методы плавки металлов в условиях металлургических производств. Кстати, первую плавильню, которая использовала вихревой индукционный нагреватель, запустили в 1927 году. Завод располагался в небольшом английском городке Шеффилде.
И в хвост и в гриву
В 80-х принцип индукции уже стали применять по полной программе. Инженеры сумели создать нагреватели, которые работали на основе того же принципа индукции, что и металлургическая печь для плавки металлов. Такими приборами обогревали цеха заводов. Чуть позже стали выпускать бытовые устройства. А некоторые умельцы не покупали их, а собирали индукционные нагреватели своими руками.
Принцип действия
Если разобрать котел индукционного типа, то там вы найдете сердечник, электрическую и тепловую изоляцию, затем корпус. Отличие этого нагревателя от тех, которые используются в промышленности - это тороидальная обмотка медными проводниками. Она расположена между двух сваренных между собой труб. Эти трубы изготавливаются из ферромагнитной стали. Стенка такой трубы - более 10 мм. В результате такой конструкции нагреватель имеет гораздо меньший вес, более высокий КПД, а также небольшие размеры. В качестве сердечника здесь работает труба с обмоткой. А другая служит непосредственно для нагревания теплоносителя.
Ток индукции, который генерируется магнитным полем высокой частоты с внешней обмотки на трубу, нагревает теплоноситель. Этот процесс вызывает вибрацию стенок. Благодаря чему на них не откладывается накипь.

Нагрев происходит за счет того, что в процессе работы нагревается сердечник. Его температура повышается из-за вихревых токов. Последние образуются за счет магнитного поля, которое, в свою очередь, генерируется токами высокого напряжения. Так работает индукционный нагреватель воды и многие современные котлы.
Сила индукции своими руками
Нагревательные приборы, которые в качестве энергии используют электричество, максимально удобны и комфортны в использовании. Они намного безопаснее, чем оборудование, работающее на газу. К тому же в этом случае нет ни копоти, ни сажи.
Один из недостатков такого нагревателя - высокий расход электричества. Чтобы как-то экономить, народные умельцы научились собирать индукционные нагреватели своими руками. В итоге получается отличный аппарат, которому для работы нужно гораздо меньше электрической энергии.
Процесс изготовления
Чтобы сделать такое устройство самостоятельно, не нужно обладать серьезными знаниями в электротехнике, и со сборкой конструкции справится любой человек.
Для этого нам понадобится кусок толстостенной пластиковой трубы. Она будет работать как корпус нашего агрегата. Далее нужна стальная проволока диаметром не больше 7 мм. Также, если необходимо подключать нагреватель к отоплению в доме или квартире, желательно приобрести переходники. Еще нужна сетка из металла, которая должна удерживать стальную проволоку внутри корпуса. Естественно, необходима медная проволока, чтобы создать катушку индуктивности. Также практически у каждого в гараже найдется высокочастотный инвертор. Ну уж в частном секторе такое оборудование можно отыскать без труда. Удивительно, но из подручных средств можно без особых затрат делать индукционные нагреватели своими руками.
Сначала необходимо провести подготовительные работы для проволоки. Ее нарезаем кусками длиной 5-6 см. Дно части трубы нужно закрыть сеткой, а внутрь насыпать куски порезанной проволоки. Сверху трубу надо также закрыть сеткой. Нужно сыпать столько проволоки, чтобы снизу доверху заполнить трубу.

Когда деталь будет готова, нужно установить ее в систему отопления. Затем можно подключать катушку к электричеству через инвертор. Считается, что индукционный нагреватель из инвертора - это очень простой и максимально бюджетный прибор.
Не стоит проводить испытания аппарата, если нет подачи воды или антифриза. Вы просто расплавите трубу. Прежде чем запускать эту систему, желательно сделать заземление для инвертора.
Современный нагреватель
Это второй вариант. Он предполагает применение продуктов современных электронных приборов. Такой индукционный нагреватель, схема которого представлена ниже, не нужно настраивать.

Данная схема подразумевает принцип последовательного резонанса и может развивать приличную мощность. Если использовать более мощные диоды и конденсаторы большей емкости, то можно повысить показатели агрегата до серьезного уровня.
Собираем вихревой индукционный нагреватель
Для того чтобы собрать данный аппарат, понадобится дроссель. Его можно найти, если вскрыть блок питания обычного компьютера. Далее нужно намотать провод из ферромагнитной стали, медную проволоку 1,5 мм. В зависимости от необходимых параметров может понадобиться от 10 до 30 витков. Затем нужно подобрать полевые транзисторы. Их выбирают исходя из максимального сопротивления открытого перехода. Что касается диодов, то их нужно брать под обратное напряжение не меньше чем 500 В, при том что ток будет где-то 3-4 А. Также понадобятся стабилитроны, рассчитанные на 15-18 В. А мощность их должна быть порядка 2-3 Вт. Резисторы - до 0,5 Вт.

Далее нужно собрать схему и изготовить катушку. Это основа, на которой базируется весь индукционный нагреватель ВИН. Катушка будет состоять из 6-7 витков медного провода 1,5 мм. Затем деталь нужно включить в схему и подключить к электричеству.
Устройство способно греть болты до желтого цвета. Схема предельно проста, однако в работе система выделяет много тепла, поэтому лучше установить радиаторы на транзисторы.
Более сложная конструкция
Для того чтобы собрать данный агрегат, нужно уметь работать со сваркой, а также пригодится трехфазный трансформатор. Конструкция представлена в виде двух труб, которые необходимо вварить друг в друга. Одновременно они будут исполнять роль сердечника и нагревателя. Обмотка наматывается на корпус. Так можно значительно повысить производительность и при этом добиться небольших габаритных размеров и малого веса.

Чтобы выполнить подвод и отвод теплоносителя, необходимо в корпус устройства вварить два патрубка.
Рекомендуется, чтобы максимально исключить возможные потери тепла, а также обезопасить себя от вероятных утечек тока, сделать для котла изоляцию. Она позволит исключить возникновение излишних шумов, особенно во время интенсивной работы.
Подобными системами желательно пользоваться в закрытых отопительных контурах, в которых есть принудительная циркуляция теплоносителя. Разрешается применять такие агрегаты для пластиковых трубопроводов. Котел нужно устанавливать таким образом, чтобы расстояние между ним и стенами, другими электрическими приборами было не меньше 30 см. От пола и потолка желательно тоже соблюдать дистанцию в 80 см. Также рекомендуют смонтировать за выходным патрубком систему безопасности. Для этого подойдет манометр, устройство сброса воздуха, а также подрывной клапан.

Вот так легко и без больших затрат можно собирать индукционные нагреватели своими руками. Это оборудование вполне может служить вам долгие годы и греть ваш дом.
Итак, мы выяснили, как делается своими руками индукционный нагреватель. Схема сборки не очень сложная, так что справиться можно за считаные часы.
Вот проект индукционного нагревателя металлов простейшей конструкции, он собран по схеме мультивибратора и часто выступает как первый нагреватель, который делают радиолюбители.
Принцип действия ТВЧ установки
Катушка создает высокочастотное магнитное поле, и в металлическом предмете в середине катушки возникают вихревые токи, которые будут его разогревать. Даже маленькие катушки раскачивают ток около 100 A, поэтому параллельно с катушкой, подключена резонансная емкость, которая компенсирует ее индукционный характер. Схема катушка-конденсатор должна работать на их резонансной частоте.
 ТВЧ катушка самодельная
ТВЧ катушка самодельная
Схема принципиальная электрическая
 Схема индукционного нагревателя от 12В
Схема индукционного нагревателя от 12В
Вот оригинальная схема генератора индукционного нагревателя, а ниже неё чуть изменённый вариант, по которому и была собрана конструкция мини ТВЧ установки. Ничего дефицитного тут нет — купить придётся только полевые транзисторы, использовать можно BUZ11, IRFP240, IRFP250 или IRFP460. Конденсаторы специальные высоковольтные, а питание будет от автомобильного аккумулятора 70 А/ч — он будет очень хорошо держать ток.

Проект на удивление оказался успешным — всё заработало, хоть и собрано было «на коленке» за час. Особенно порадовало что не требует сеть 220 В — авто аккумуляторы позволяют питать её хоть в полевых условиях (кстати, может из неё походную микроволновку сделать?). Можно поэкспериментировать в направлении чтобы снизить напряжение питания до 4-8 В как от литиевых АКБ (для миниатюризации) с сохранением хорошей эффективности нагрева. Массивные металлические предметы конечно плавить не получится, но для мелких работ пойдёт.


Ток потребления от источника питания 11 А, но после прогрева падает до примерно 7 A, потому что сопротивление металла при нагреве заметно увеличивается. И не забудьте сюда использовать толстые провода, способные выдержать более 10 А тока, иначе провода при работе станут горячие.
 Нагрев отвертки до синего цвета ТВЧ
Нагрев отвертки до синего цвета ТВЧ
 Нагрев ножа ТВЧ
Нагрев ножа ТВЧ
Второй вариант схемы — с питанием от сети
Чтоб удобнее настраивать резонанс можно собрать более совершенную схему с драйвером IR2153. Рабочая частота настраивается регулятором 100к в резонанс. Частотами можно управлять в диапазоне примерно 20 — 200 кГц. Схема управления нуждается в вспомогательном напряжении 12-15 В от сетевого адаптера, а силовая часть через диодный мост может быть подключена напрямую к сети 220 В. Дроссель имеет около 20 витков 1,5 мм на ферритовом сердечнике 8×10 мм.
 Схема индукционного нагревателя от сети 220В
Схема индукционного нагревателя от сети 220В
Рабочая катушка ТВЧ должна быть из толстой проволоки или лучше медной трубки, и имеет около 10-30 витков на оправке 3-10 см. Конденсаторы 6 х 330n 250V. И то, и другое через некоторое время сильно нагревается. Резонансная частота около 30 кГц. Эта самодельная установка индукционного нагрева собрана в пластиковом корпусе и работает уже более года.