Прессовая посадка допуск. Примеры применения посадок - документ
В соединении двух деталей, входящих одна в другую, различают охватывающую (внешнюю) и охватываемую (внутреннюю) поверхности соединения. Если охватывающая и охватываемая поверхности соединения являются цилиндрическими поверхностями, то соединение называется гладким цилиндрическим . Если охватывающая и охватываемая поверхности образованы двумя параллельными плоскостями каждая, то соединение называется плоским с параллельными плоскостями .
У цилиндрических соединений охватывающая поверхность называется отверстием , а охватываемая - валом . Названия «отверстие» и «вал» условно применимы также и к другим охватывающим и охватываемым поверхностям.
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
В зависимости от взаимного расположения полей допусков отверстия и вала посадки подразделяются на три группы:
- с зазором (подвижные), при которых обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала - рис. 100, а);
- с натягом (неподвижные), при которых обеспечивается натяг в соединении (поле допуска вала расположено над полем допуска отверстия - рис. 100, б);
- переходные, при которых соединения могут осуществляться как с зазором, так и с натягом (поля допусков отверстия и вала перекрываются - рис. 100, в).
Кроме допусков размера вала и отверстия, существует также допуск посадки.
Допуском посадки называется разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом).
В переходных посадках допуск посадки равен алгебраической разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора.
Каждая посадка имеет свое наименование и условное обозначение (табл. 3).
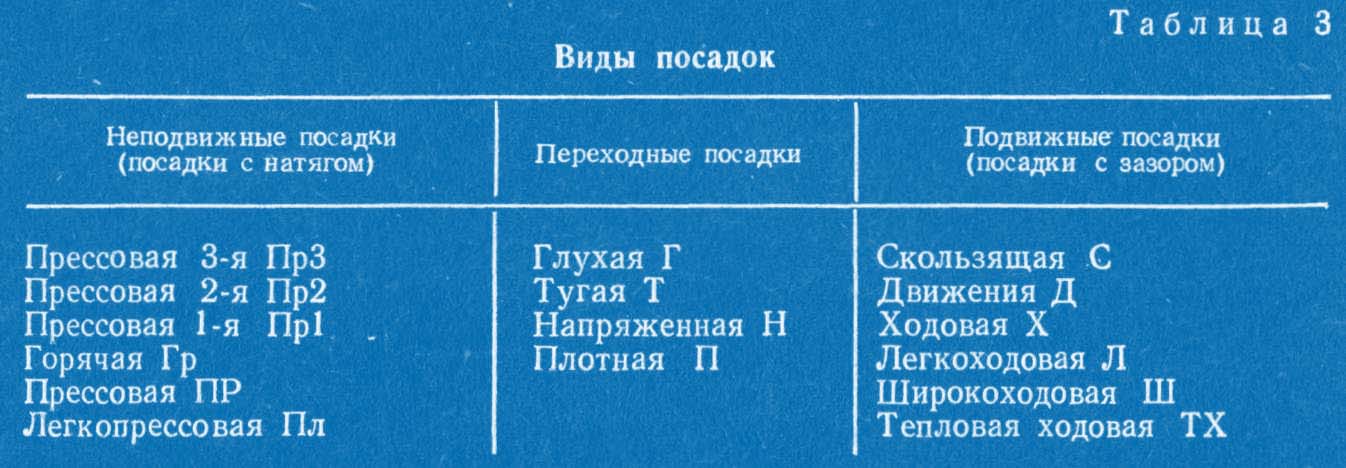
Неподвижные посадки
Неподвижные посадки характеризуются наличием гарантированного натяга, т. е. при этих посадках наименьший натяг больше нуля. Следовательно, для получения неподвижной посадки необходимо, чтобы диаметр сопрягаемого вала был больше диаметра сопрягаемого отверстия.
Прессовые Пр3, Пр2, Пр1 посадки по стандартным натягам введены как ориентировочные. Поэтому при выборе прессовой посадки определяют допускаемые значения наибольшего и наименьшего натягов. Если натяг окажется больше допускаемого, то деталь может разрушиться, а при очень малом натяге сила трения может оказаться недостаточной и при работе произойдет смещение деталей относительно друг друга.
Прессовые соединения, как правило, являются неразъемными, так как распрессовка и запрессовка вновь ведут к нарушению посадки.
Горячая посадка (Гр) применяется в соединениях, которые никогда не должны разбираться, например бандажи железнодорожных колес, стяжные кольца и др. Для получения такой посадки деталь с отверстием нагревается до температуры 400-500° С, после чего производится насадка на вал.
Прессовая посадка (Пр) применяется для прочного соединения деталей. Эта посадка осуществляется под значительным усилием гидравлического или механического пресса или специального приспособления. Примером такой посадки может служить посадка втулок, зубчатых колес, шкивов и пр.
Легкопрессовая посадка (Пл) применяется в тех случаях, когда требуется возможно более прочное соединение, и в то же время недопустима сильная запрессовка из-за ненадежности материала или из-за опасения деформировать детали. Такая посадка осуществляется под легким давлением пресса.
Переходные посадки
Переходные посадки не гарантируют натяга или зазора, т. е. одна пара деталей, соединенных по одной из переходных посадок, может иметь натяг, а другая пара, сопряженная с такой же посадкой, -зазор. Чтобы повысить степень неподвижности деталей, соединенных с переходными посадками, применяется дополнительное крепление винтами, штифтами и т. п. Чаще всего эти посадки применяются при необходимости обеспечить соосность, т. е. совпадение осевых линий двух деталей, например вала и втулки.
Глухая посадка (Г) применяется для соединения деталей, которые при всех условиях работы должны быть связаны прочно и могут быть собраны или разобраны при значительном давлении. При таком соединении детали дополнительно крепят шпонками, стопорными винтами, например зубчатые колеса, которые вследствие износа нужно заменить, планшайбы на шпинделях токарных станков, неразрезные подшипниковые втулки, золотниковые и круглые втулки и пр. Осуществляется эта посадка сильными ударами молотка. Применяется относительно редко - при больших динамических нагрузках (сотрясение, удар, вибрации), при этом разборка узлов предусмотрена только при капитальном ремонте машин.
Тугая посадка (Т) применяется аналогично глухой посадке, но при менее прочном материале деталей или более частой сборке узлов, а также при длине втулки более 1,5 диаметра или более тонких стенках втулки. Применяется для соединения валов и осей с кулачковыми муфтами, маховичками, шкивами и рычагами; конических зубчатых колес и червячных передач, роторов электрических машин.
Напряженная посадка (Н) применяется для соединения таких деталей, которые при работе должны сохранять свое относительное положение и могут быть собраны или разобраны без значительных усилий с помощью ручного молотка или съемника. Чтобы соединенные с такой посадкой детали не проворачивались и не сдвигались, их закрепляют шпонками или стопорными винтами. Эта посадка, осуществляемая ударами молотка, применяется для соединения зубчатых колес; часто сменяющихся втулок подшипников, которые при разборке машин вынимаются; подшипников качения на валах, шкивах; сальниковых втулок, маховиков на кривошипных и иных валах, фланцах и т. п.
Плотная посадка (П) применяется для соединения таких деталей, которые собирают или разбирают вручную или при помощи деревянного молотка. С такой посадкой соединяются детали, требующие точной центровки: поршневые шпонки, эксцентрики на валах, ручных маховичках, шпинделях, сменных зубчатых колесах, установочных кольцах и т. п.
Подвижные посадки
Подвижные посадки характеризуются наличием гарантированного зазора, т. е. при этих посадках наименьший зазор больше нуля.
Скользящая посадка (С) применяется для соединения деталей, которые при наличии смазки могут перемещаться относительно друг друга от руки, но имеют точное направление.
С такой посадкой соединяются направляющие и пиноли в станках, поршневые штоки в цилиндрах, насосах, центрирующие поверхности фланцев и крышек. Но при дополнительном крепежном средстве, например шпонке, скользящая посадка превращается в неподвижную. Это осуществляется в случаях, когда требуется точное центрирование сопряженных деталей при частой сборке и разборке узлов в процессе эксплуатации машины (соединение валов со сменными колесами, со сцепными дисками или соединительными и фрикционными муфтами и др.).
Посадка движения (Д) является самой точной из подвижных посадок; она имеет малый гарантированный зазор, что создает хорошее центрирование деталей и отсутствие ударов при перемене нагрузки. При хорошей смазке посадки движения применяют для сопряжения шейки коленчатого вала с шатуном, шпинделей станков, ползунов станков, передвижных, зубчатых колес и т. д.
Наружные кольца шариковых и роликовых подшипников могут устанавливаться в корпус также с посадкой движения.
Посадка ходовая (X) применяется при соединении деталей, которые работают в основном при умеренных и постоянных скоростях и при безударной нагрузке, например вращающиеся в подшипниках валы (коленчатые, кулачковые) и др. Ходовая посадка широко распространена в тракторостроении и комбайностроении.
Легкоходовая посадка (Л) имеет относительно большие зазоры и применяется для подвижных соединений при тех же условиях, что и ходовые, но при большей длине втулки или большем количестве опор, а также при скоростях свыше 1000 об/мин. Применяется для соединения цапф валов с втулками подшипников в центробежных насосах, приводах шлифовальных станков, турбогенераторах; валов холостых шкивов и свободно вращающихся колес.
Широкоходовая посадка (Ш) является самой свободной и имеет самый большой зазор; применяется для соединения деталей, работающих с большими скоростями, при этом допускаются неточное центрирование деталей, перекосы и прогибы; при большой длине посадки; в многопарных соединениях; для соединения деталей, размеры которых меняются под влиянием температуры или работающих в неблагоприятных условиях, например загрязненность в сельскохозяйственных, дорожных и других машинах.
Посадки тепловые ходовые (ТХ) применяются для соединения деталей, работающих при высокой температуре, например в различных тепловых двигателях, когда рабочий зазор может существенно уменьшаться вследствие неодинакового теплового расширения деталей.
Натягом называется разность размеров вала и отверстия до сборки. Натяг характеризует степень сопротивления смещению одной детали относительно другой после сборки. Натяг рассчитывается по уравнению:
Допуск натяга определяется как сумма допусков отверстия и вала.
В ЕСДП насчитывается 12 неподвижных посадок, которые тоже располагаются в соответствии с латинским алфавитом.
Система отверстия:
; ; ; ; ; ; ; ; ; ; ; .
Система вала:
; ; ; ; ; ; ; ; ; ; ; .
В соответствии с расположением посадки в алфавите натяг будет меняться: к концу его натяг будет увеличиваться. Посадки с двойными обозначениями , , , , , обычно применяются для соединений деталей, выполненных из неметаллических деталей.
Взаимная неподвижность деталей достигается за счет внутренних напряжений на поверхностях контакта вследствие упругих деформаций, однако получить неподвижное соединение обычной сборкой не удается, так как вал больше отверстия, поэтому существуют различные способы сборки соединений с натягом:
прессование – при незначительной величине натяга, т. е. при небольшой разнице диаметров вала и отверстия. Сборка может производиться как со смазкой поверхностей, так и без нее. Однако при прессовании наблюдаются смятие и срезы неровностей поверхностей, что приводит к задирам. Поэтому повторное использование таких деталей после разборки невозможно;
нагревание втулки – способ сборки при увеличенной величине натяга. Этот способ не всегда применим, так как при нагреве меняются структура и качественные свойства материала, полученные в результате термообработки, кроме того, происходит коробление детали. Этот метод целесообразен для неответственных деталей и узлов при сравнительно небольшом нагреве;
охлаждение вала жидким азотом (–196º) или сухим льдом (–80º);
комбинированный способ – сочетанием указанных выше способов.
Переходные посадки
Переходные посадки иногда называют посадками центрирования, они являются промежуточными между подвижными и неподвижными, т. е. могут дать как зазор, так и натяг.
Для переходных посадок поля допусков отверстия и вала частично или полностью перекрываются (рис. 3.9). При наибольшем предельном размере вала и наименьшем предельном размере отверстия получается наибольший натяг, а при наибольшем предельном размере отверстия и наименьшем предельном размере вала – наибольший зазор.

Можно рассмотреть посадки, образованные сочетанием поля допуска отверстия TD и полей допусков валов Td 1 , Td 2 и Td 3 .
Для обоснования вероятного значения натяга или зазора производится специальный расчет с использованием значения нормированной функции Лапласа Ф(z).
Допуск посадки можно определить двумя способами:
ТП = + ; (3.28)
ТП = TD + Td. (3.29)
Виды переходных посадок:
Система отверстия:
Система вала:
Переходные посадки предназначены для неподвижных соединений, которые служат для обеспечения хорошего центрирования сопрягаемых поверхностей и должны легко разбираться. Натяги и зазоры в этих посадках небольшие и не могут передавать значительные крутящие моменты поэтому используется дополнительное крепление шпонками, штифтами, винтами и т. п. Наиболее широко переходные посадки применяют при установке подшипников качения.
Выбор посадок
Необходимые эксплуатационные свойства механизмов обеспечивают выбором соответствующих посадок при соединении деталей друг с другом. Выбор посадок является не только технической, но и экономической задачей, правильное решение которой во многом способствует не только обеспечению качества изделий, но и эффективности производства.
Обычно конструкторы в своей практике пользуются сравнительно небольшим количеством разного вида посадок (не более 10), несмотря на то, что рекомендованных к применению посадок в системах допусков значительно больше. Основаниями для определения необходимых параметров посадки могут быть результаты аналитических расчетов, экспериментальных исследований, а также накопленный производственный опыт. Чаще всего выбирают посадку, ориентируясь на аналогичные соединения, условия работы которых хорошо известны и их применение оправдало себя на практике.
Для условий серийного производства ответственные соединения подвергают экспериментальным исследованиям, результаты которых используют при выборе той или иной посадки.
Существующие методики аналитических расчетов параметров насадок в основном являются весьма приближенными, так как не могут учитывать всех факторов, влияющих на свойства посадок при разных допущениях. Такие методики расчетов (в том числе на ЭВМ) применяют для предварительного определения тех величин зазоров или натягов в посадках, которые могли бы обеспечить исследование заданных функций в предполагаемых условиях эксплуатации изделий. Следует признать, что в настоящее время основой для выбора посадок является производственный опыт и экспериментальные данные.
Системы допусков и посадок
Системой допусков для гладких цилиндрических соединений, как и для других сопряжений, называется закономерно построенная на основе расчета и опыта совокупность рядов допусков и посадок.
Система предназначена для того, чтобы можно было выбрать минимально, но достаточное для практики число вариантов посадок. Она позволяет обеспечить стандартизацию режущих инструментов и калибров, облегчить конструирование и достижение взаимозаменяемости соединений, повысить качество изделий и упростить расчеты посадок.
Различают две системы: систему вала и систему отверстия.
Система отверстия
Отверстие в системе отверстия является основным. Система характеризуется тем, что в ней для всех посадок одной степени точности при одинаковых номинальных размерах предельные размеры отверстия остаются постоянными, а осуществление различных посадок достигается за счет изменения предельных размеров валов.

В системе отверстия поле допуска основного отверстия обозначается буквой Н и располагается на нулевой линии, т. е. EI = 0 (рис. 3.10).
Расположение поля допуска основного отверстия в «плюс» приводит к экономии материала, так как его действительный размер всегда будет больше номинального при том условии, что отверстие будет годной деталью.
Сочетание полей допусков основного отверстия Н и полей допусков Td 1 , Td 2 , Td 3 дает различные посадки. Так, сочетание H/Td 1 дает посадку с зазором (общее их количество 11), H/Td 3 – посадку с натягом (12) и H/Td 2 – переходную (5). Следовательно, для одного номинального размера и одного квалитета может быть 28 посадок.
С учетом того, что в диапазоне от 0 до 500 мм насчитывается 130 номинальных размеров, а при образовании посадки можно брать разные квалитеты для вала и отверстия, то получится чрезвычайно большое их количество. В практической деятельности это многообразие не используется, т. е. наблюдается разумное ограничение, приводящее к образованию рекомендуемых посадок .
Система вала
В системе вала основной деталью считается вал, который называется основным. Система вала характеризуется тем, что в ней для всех посадок одной степени точности при одинаковых номинальных размерах предельные размеры вала остаются постоянными, а осуществление различных посадок достигается за счет изменения предельных размеров отверстий.
Поле допуска основного вала обозначается буквой h и располагается под нулевой линией, т. е. es = 0 (рис. 3.11).

Расположение поля допуска основного вала в «минус» способствует экономии материала для вала, так как его действительный размер будет меньше номинального.
Сочетание TD 1 /h дает посадку с зазором (их количество – 11), а TD 2 /h – переходную посадку (5), TD 3 /h образует посадку с натягом (12). Таким образом, в системе вала в одном номинальном размере и одинаковом квалитете может быть 28 посадок различного характера.
Применение систем
Системы отверстия и вала дают совершенно одинаковое количество посадок с равными значениями зазоров и натягов, т. е. обе системы равноправны. Однако преимущественное распространение имеет все-таки система отверстия, так как основным ее преимуществом является сокращение ассортимента дорогих режущих инструментов для обработки отверстий (развертки, протяжки) и средств для их контроля (калибров-пробок). Система отверстия экономически более выгодна для производства, поэтому она предпочтительна.
Система вала имеет ограниченное применение, т. е. в тех случаях, когда невозможно использование системы отверстия. Когда оси, валики, штифты изготавливаются из точных холоднотянутых прутков («серебрянки»), тогда не требуется механическая обработка по диаметру и поэтому экономически целесообразнее подобрать к готовому валу втулку.
Если производится соединение деталей с парными, ранее выполненными по системе вала деталями – шпонки различных типов, подшипники качения по наружному диаметру, то посадочные места под них надо изготавливать по системе вала.
В некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с разными посадками. На рис. 3.12 показано соединение, имеющее подвижную посадку поршневого пальца 1 с шатуном 2 и неподвижную в бобышках поршня 3, которое целесообразно выполнить в системе вала (рис. 3.12, в). Если это соединение выполнить в системе отверстия, то детали невозможно будет собрать (рис. 3.12, б).
В исключительных случаях целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной или они обе основные. Такие посадки называются внесистемными .

Посадки, зазоры, натяги, допуски, посадка на горячую, соединения деталей, система вала и отверстия,
Посадки, зазоры, натяги, допуски, посадка на горячую, соединения деталей, система вала и отверстия, обозначения. Совокупность разных точностей и различных отклонений для образования разнообразных посадок и их построение называется системойдопусков. Система допусков подразделяется на систему отверстия и систему вала. Система отверстия — это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов. Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным. Система вала — это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия. Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным. Поля допусков основных отверстий обозначаются буквой А, а основных валов — буквой В с числовым индексом класса точности (для 2-го класса точности индекс 2 не указывается): А1, А, А2а,А3а, А4 и А5, В1 В2, В2а, В3, В3а, В4, В5. Общесоюзными стандартами установлены допуски и посадки гладких соединений.  Посадки в системе отверстия и в системе вала Посадки во всех системах образуются сочетанием полей допусков. отверстия и вала. Стандартами установлены две равноправные системы образования посадок: система отверстия и система вала. Посадки в системе отверстия - посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков валов с одним (основным) полемдопуска отверстия. Посадки в системе вала - посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков отверстий с одним (основным) полем допуска вала. Обозначают посадки записью полей допусков отверстия и вала, обычно в виде дроби. При этом поле допуска отверстия всегда указывается в числителе дроби, а поле допуска вала - в знаменателе. Пример обозначения посадки Н7 30-или 30 Н7 / g6 . Эта запись означает, что сопряжение выполнено для номинального размера 30 мм, в системе отверстия, так как поле допуска отверстия обозначено Н7 (основное отклонение для Н равно нулю и соответствует обозначению основного отверстия, а цифра 7 показывает, что допуск для отверстия надо брать по седьмому квалитету для интервала размеров (свыше 18 до 40 мм), в который входит размер 30 мм); поле допуска вала g6 (основное отклонение g с допуском по квалитету 6). Посадка: 080 F7 / h6 или 0 80 Эта запись означает, что сопряжение выполнено для цилиндрического сопряжения с номинальным диаметром 80 мм в системе вала, так как поледопуска вала обозначено h6 (основное отклонение для h равно нулю и соответствует обозначению основного вала, а цифра 6 показывает, чтодопуск для вала надо брать по шестому квалитету для интервала размеров (свыше 50 до 80 мм, к которому относится размер 80 мм); поледопуска отверстия F7 (основное отклонение F с допуском по квалитету 7). В этих примерах числовые значения отклонений валов и отверстий не указаны, их надо определить по таблицам стандартов. Это неудобно для непосредственных изготовителей изделий в условиях производства, поэтому рекомендуется указывать на чертежах так называемое смешанное обозначение требований к точности размеров элементов деталей. При таком обозначении рабочему виден и характер сопряжения и известны значения допускаемых отклонений для вала и отверстия. Легко переводить посадки из одной системы в другую не меняя характера сопряжения, при этом квалитеты у отверстия и вала сохраняют, а заменяют основные отклонения, например: 08OF7/h6 -> 08OH7/f6. Пример обозначения посадки по системе ОСТ: 20 А з / С. Эта запись указывает, что данная посадка для номинального размера 20 мм выполнена в системе отверстия (буквой А обозначают отклонение основного отверстия, которое приведено в числителе). Отверстие выполнено сдопуском по третьему классу точности и об этом говорит индекс при обозначении поля допуска отверстия. Вал выполнен по второму классу точности и на это указывает отсутствие индекса у буквы обозначающей поле допуска вала С, которое предназначено для образования посадкискольжения. Посадки в ЕСДП. В ЕСДП сами посадки непосредственно не нормируются. В принципе пользователь системы может применять для образования посадок любые сочетания нормируемых полей допусков валов и отверстий. Но экономически такое многообразие не оправдано. Поэтому в информационном приложении к стандарту даются рекомендуемые посадки в системе отверстия и в системе вала. Для образования посадок используют квалитеты с 5 до 12 для отверстий и с 4 до 12 для валов. Всего рекомендуется для использования 68 посадок, из которых так же как и для полей допусков выделены посадки предпочтительного применения. Таких посадок в системе отверстия 17 и в системе вала 10. На этих же рисунках указаны и обозначения посадок, предусмотренных для диапазона размеров до 500 мм. Такого количества Посадок вполне достаточно для конструкторской деятельности при проектировании новых разработок. При этом стараются сочетать большие допуски для отверстий, чем допуски вала, обычно на один квалитет. Для более грубых посадок берут одинаковые допуски на вал и отверстие (один квалитет). Нужно помнить, что изготовление отверстия обходится дороже, чем изготовление вала той же точности. Поэтому из экономических соображений выгоднее использовать систему отверстия, а не систему вала. Но иногда оказывается необходимым применение системы вала. Случаи применения посадок в системе вала. Такие случаи редки и их применение объясняется не только экономическими соображениями. Посадки в системе вала применяют, если на вал одного диаметра необходимо установить несколько деталей с разными видами посадок. ">Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров и натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень их взаимного смещения. Для получения подвижной посадки необходимо, чтобы размер охватываемой поверхности был меньше размера охватывающей поверхности, то есть, при соединении вала с отверстием диаметр вала должен быть меньше диаметра отверстия. Разность между этими диаметрами называютзазором. Наибольший зазор - это положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала. Наименьшим зазором - это положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Посадки в системе отверстия и в системе вала Посадки во всех системах образуются сочетанием полей допусков. отверстия и вала. Стандартами установлены две равноправные системы образования посадок: система отверстия и система вала. Посадки в системе отверстия - посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков валов с одним (основным) полемдопуска отверстия. Посадки в системе вала - посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков отверстий с одним (основным) полем допуска вала. Обозначают посадки записью полей допусков отверстия и вала, обычно в виде дроби. При этом поле допуска отверстия всегда указывается в числителе дроби, а поле допуска вала - в знаменателе. Пример обозначения посадки Н7 30-или 30 Н7 / g6 . Эта запись означает, что сопряжение выполнено для номинального размера 30 мм, в системе отверстия, так как поле допуска отверстия обозначено Н7 (основное отклонение для Н равно нулю и соответствует обозначению основного отверстия, а цифра 7 показывает, что допуск для отверстия надо брать по седьмому квалитету для интервала размеров (свыше 18 до 40 мм), в который входит размер 30 мм); поле допуска вала g6 (основное отклонение g с допуском по квалитету 6). Посадка: 080 F7 / h6 или 0 80 Эта запись означает, что сопряжение выполнено для цилиндрического сопряжения с номинальным диаметром 80 мм в системе вала, так как поледопуска вала обозначено h6 (основное отклонение для h равно нулю и соответствует обозначению основного вала, а цифра 6 показывает, чтодопуск для вала надо брать по шестому квалитету для интервала размеров (свыше 50 до 80 мм, к которому относится размер 80 мм); поледопуска отверстия F7 (основное отклонение F с допуском по квалитету 7). В этих примерах числовые значения отклонений валов и отверстий не указаны, их надо определить по таблицам стандартов. Это неудобно для непосредственных изготовителей изделий в условиях производства, поэтому рекомендуется указывать на чертежах так называемое смешанное обозначение требований к точности размеров элементов деталей. При таком обозначении рабочему виден и характер сопряжения и известны значения допускаемых отклонений для вала и отверстия. Легко переводить посадки из одной системы в другую не меняя характера сопряжения, при этом квалитеты у отверстия и вала сохраняют, а заменяют основные отклонения, например: 08OF7/h6 -> 08OH7/f6. Пример обозначения посадки по системе ОСТ: 20 А з / С. Эта запись указывает, что данная посадка для номинального размера 20 мм выполнена в системе отверстия (буквой А обозначают отклонение основного отверстия, которое приведено в числителе). Отверстие выполнено сдопуском по третьему классу точности и об этом говорит индекс при обозначении поля допуска отверстия. Вал выполнен по второму классу точности и на это указывает отсутствие индекса у буквы обозначающей поле допуска вала С, которое предназначено для образования посадкискольжения. Посадки в ЕСДП. В ЕСДП сами посадки непосредственно не нормируются. В принципе пользователь системы может применять для образования посадок любые сочетания нормируемых полей допусков валов и отверстий. Но экономически такое многообразие не оправдано. Поэтому в информационном приложении к стандарту даются рекомендуемые посадки в системе отверстия и в системе вала. Для образования посадок используют квалитеты с 5 до 12 для отверстий и с 4 до 12 для валов. Всего рекомендуется для использования 68 посадок, из которых так же как и для полей допусков выделены посадки предпочтительного применения. Таких посадок в системе отверстия 17 и в системе вала 10. На этих же рисунках указаны и обозначения посадок, предусмотренных для диапазона размеров до 500 мм. Такого количества Посадок вполне достаточно для конструкторской деятельности при проектировании новых разработок. При этом стараются сочетать большие допуски для отверстий, чем допуски вала, обычно на один квалитет. Для более грубых посадок берут одинаковые допуски на вал и отверстие (один квалитет). Нужно помнить, что изготовление отверстия обходится дороже, чем изготовление вала той же точности. Поэтому из экономических соображений выгоднее использовать систему отверстия, а не систему вала. Но иногда оказывается необходимым применение системы вала. Случаи применения посадок в системе вала. Такие случаи редки и их применение объясняется не только экономическими соображениями. Посадки в системе вала применяют, если на вал одного диаметра необходимо установить несколько деталей с разными видами посадок. ">Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров и натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень их взаимного смещения. Для получения подвижной посадки необходимо, чтобы размер охватываемой поверхности был меньше размера охватывающей поверхности, то есть, при соединении вала с отверстием диаметр вала должен быть меньше диаметра отверстия. Разность между этими диаметрами называютзазором. Наибольший зазор - это положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала. Наименьшим зазором - это положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.  При неподвижной посадке диаметр вала должен быть несколько больше диаметра отверстия. Разность между этими диаметрами называютнатягом. Для соединения деталей с натягом прилагают некоторое усилие (удары, прессование). Натяг для одной и той же неподвижной посадки может изменяться, быть большим или меньшим соответственно изменению действительных размеров вала и отверстия, колеблющихся между их предельными размерами. Таким образом, различают наибольший и наименьший допустимыенатяги. Наибольший натяг - это отрицательная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия. Наименьший натяг - отрицательная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия. Графическое изображение зазоров и натягов показано на рисунках Нажмите, для просмотра в полном размере...
При неподвижной посадке диаметр вала должен быть несколько больше диаметра отверстия. Разность между этими диаметрами называютнатягом. Для соединения деталей с натягом прилагают некоторое усилие (удары, прессование). Натяг для одной и той же неподвижной посадки может изменяться, быть большим или меньшим соответственно изменению действительных размеров вала и отверстия, колеблющихся между их предельными размерами. Таким образом, различают наибольший и наименьший допустимыенатяги. Наибольший натяг - это отрицательная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия. Наименьший натяг - отрицательная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия. Графическое изображение зазоров и натягов показано на рисунках Нажмите, для просмотра в полном размере... 

 Группы посадок Посадки разделяют на три основные группы: подвижные, неподвижные и переходные. Если при сопряжении получается зазор, то посадкаявляется подвижной, а если натяг - неподвижной. В переходных посадках разность диаметров вала и отверстия относительно мала, здесь могут быть как небольшие зазоры, так и небольшие натяги. Таблица названия посадок Группа Наименование посадок Обозначение Характер соединения Неподвижные Горячая Прессовая 3-я Прессовая 2-я Прессовая 1-я Прессовая Легкопрессовая Гр Пр3 Пр2 Пр1 Пр Пл Диаметр отверстия у этих посадок меньше диаметра вала, что характеризует посадку, обеспечивающую натяг Для легкопрессовой посадки наименьший натяг равен нулю Переходные Глухая Тугая Напряженная Плотная Г Т Н П Диаметр отверстия у этих посадок может быть меньше или равен диаметру вала Подвижные Скользящая Движения Ходовая Легкоходовая Широко ходовая Широкоходовая 1-я Широкоходовая 2-я Теплоходовая С Д Х Л Ш Ш1 Ш2 ТХ Диаметр отверстия у этих посадок больше диаметра вала, что характеризует посадку, обеспечивающую зазор Для скользящей посадки наименьший зазор равен нулю Неподвижные посадки. Прессовые посадки (Пр, Пр1, Пр2, Пр3) применяют, когда требуется жесткое соединение деталей без дополнительного закрепления их шпонками, шпильками, стопорами и т. д. Посадку Пр1 используют при запрессовке втулок в зубчатые колеса и шкивы, клапанных седел - в гнезда. ПосадкиПр, Пр2 и Пр3 - в соединениях, принимающих в процессе работы большие ударные нагрузки (в соединениях зубчатых венцов с ободом червячных и других зубчатых колес, пальцев кривошипов с их дисками и т. п.). Легкопрессовую посадку (Пл) применяют в тех же случаях, что и посадку Пр1, но она дает несколько меньшие натяги. Детали, имеющие прессовые посадки, собирают на прессах различной мощности. Горячая посадка (Гр) предназначена для соединения деталей наглухо и обеспечивает прочные неразъемные соединения деталей. Переходные посадки. Глухую посадку (Г) применяют для получения плотного неподвижного соединения деталей, например, для крепления втулок в неразъемных подшипниках, которые необходимо закреплять шпонками, шпильками или стопорами, чтобы предохранить от проворачивания во время эксплуатации. Тугая посадка (Т) предназначена для соединения деталей, которые во время работы должны сохранять неизменное положение и которые собирают и разбирают со значительным усилием. Тугую посадку используют для установки внутренних колец шарикоподшипников, зубчатых колес и шкивов на валы и т. д. Напряженная посадка (Н) применяется для плотного соединения деталей при помощи легких ударов. Плотную посадку (П) применяют для соединения деталей, которые не должны смещаться одна относительно другой, но с приложением значительных усилий могут быть собраны и разобраны вручную или с помощью легких ударов молотка. Подвижные посадки. Скользящую посадку (С) применяют для соединения деталей, плотно входящих одна в другую, чтобы обеспечить точное направление (соосность). Эта посадка дает самые малые зазоры в соединениях (например, шпиндели сверлильных станков, кулачковые муфты сцепления, сменные зубчатые колеса в станках, фрезы на оправках и т. д.). Посадка движения (Д) предназначена для соединения деталей, которые перемещаются одна относительно другой с небольшим, но обязательнымзазором и с небольшими скоростями движения (шпиндели делительных головок и различных приборов, сменные кондукторные втулки и т. д.). Ходовая посадка (X) предназначена для соединений, в которых детали и узлы вращаются с умеренной скоростью (шпиндели токарных станков, шейки которых вращаются в подшипниках скольжения, а также коленчатые и кулачковые валы в соединениях с подшипниками и втулками, зубчатые колеса коробок передач тракторов, автомобилей и т. д.). Легкоходовая посадка (Л) используется в соединениях, где детали вращаются с большими скоростями, но при небольших давлениях на опоры (например, валы ротора электродвигателя и привода круглошлифовального станка и т. п.). Широкоходовая посадка (Ш) характеризуется наибольшими зазорами, обеспечивающими свободное перемещение деталей относительно друг друга, и применяется для валов, вращающихся в подшипниках с очень большими скоростями, валов турбогенераторов, текстильных машин и т. д. Характеризуются наличием гарантированного натяга, то есть при этих посадках наименьший натяг больше нуля. Следовательно, для получения неподвижной посадки необходимо, чтобы диаметр сопрягаемого вала был больше диаметра сопрягаемого отверстия. Горячая посадка (Гр) применяется присоединениях таких деталей, которые никогда не должны разбираться, например бандажи железнодорожных колес, стяжные кольца и прочее. Для получения этой посадки деталь с отверстием нагревается до температуры 150° —500°, после чего производится насадка на вал. Несмотря на получение в результате такой посадки более прочных соединений, чем при других видах посадок, она имеет отрицательные свойства — возникают внутренние напряжения в деталях и изменяется структура металла. Прессовая посадка (Пр) применяется для прочного соединения деталей. Эта посадка осуществляется под значительным усилием гидравлического или механического пресса или специального приспособления. Примером такой посадки может служить посадка втулок, зубчатых колес, шкивов и пр. Легко прессовая посадка (Пл) применяется в тех случаях, когда требуется возможно более прочное соединение и в то же время недопустима сильная запрессовка из-за ненадежности материала или из-за опасения деформировать детали. Такая посадка осуществляется под легким давлением пресса. Переходные посадки. Не гарантируют натяга или зазора, то есть, одна пара деталей, соединенных с одной из переходных посадок, может иметь натяг, а другая пара, сопряженная с такой же посадкой, зазор. Чтобы повысить степень неподвижности деталей, соединенных с переходными посадками, применяется дополнительное крепление винтами, штифтами и т. п. Чаще всего эти посадки применяются при необходимости обеспечить соосность, т. е. совпадение осевых линий двух деталей, например вала и втулки. Глухая посадка (Г) применяется для соединения деталей, которые при всех условиях работы должны быть связаны прочно и могут быть собраны или разобраны при значительном давлении. При таком соединении детали дополнительно крепят шпонками, стопорными винтами, например зубчатые колеса, которые вследствие износа должны подвергаться смене, планшайбы на шпинделях токарных станков, неразрезные подшипниковые втулки, золотниковые и круглые втулки и пр. Осуществляется эта посадка сильными ударами молотка. Тугая посадка (Т) применяется для часто разбираемых соединений, детали которых должны прочно соединяться и могут быть собраны или разобраны со значительным усилием. Напряженная посадка (Н) применяется для соединения таких деталей, которые при работе должны сохранять свое относительное положение и могут быть собраны или разобраны без значительных усилий с помощью ручного молотка или съемника. Чтобы соединенные с такой посадкой детали не проворачивались и не сдвигались, их закрепляют шпонками или стопорными винтами. Эта посадка, осуществляемая ударами молотка, применяется для соединения зубчатых колес, часто сменяющихся втулок подшипников, которые при разборке машин вынимаются, подшипников качения на валах, шкивах, сальниковых втулок, маховиков на кривошипных и иных валах, фланцах и т. п. Плотная посадка (П) применяется для соединения таких деталей, которые собирают или разбирают вручную или же при помощи деревянного молотка. С такой посадкой соединяются детали, требующие точной центровки: поршневые штоки, эксцентрики на валах, ручных маховичках, шпинделях, сменных шестернях, установочных кольцах и т. п.
Группы посадок Посадки разделяют на три основные группы: подвижные, неподвижные и переходные. Если при сопряжении получается зазор, то посадкаявляется подвижной, а если натяг - неподвижной. В переходных посадках разность диаметров вала и отверстия относительно мала, здесь могут быть как небольшие зазоры, так и небольшие натяги. Таблица названия посадок Группа Наименование посадок Обозначение Характер соединения Неподвижные Горячая Прессовая 3-я Прессовая 2-я Прессовая 1-я Прессовая Легкопрессовая Гр Пр3 Пр2 Пр1 Пр Пл Диаметр отверстия у этих посадок меньше диаметра вала, что характеризует посадку, обеспечивающую натяг Для легкопрессовой посадки наименьший натяг равен нулю Переходные Глухая Тугая Напряженная Плотная Г Т Н П Диаметр отверстия у этих посадок может быть меньше или равен диаметру вала Подвижные Скользящая Движения Ходовая Легкоходовая Широко ходовая Широкоходовая 1-я Широкоходовая 2-я Теплоходовая С Д Х Л Ш Ш1 Ш2 ТХ Диаметр отверстия у этих посадок больше диаметра вала, что характеризует посадку, обеспечивающую зазор Для скользящей посадки наименьший зазор равен нулю Неподвижные посадки. Прессовые посадки (Пр, Пр1, Пр2, Пр3) применяют, когда требуется жесткое соединение деталей без дополнительного закрепления их шпонками, шпильками, стопорами и т. д. Посадку Пр1 используют при запрессовке втулок в зубчатые колеса и шкивы, клапанных седел - в гнезда. ПосадкиПр, Пр2 и Пр3 - в соединениях, принимающих в процессе работы большие ударные нагрузки (в соединениях зубчатых венцов с ободом червячных и других зубчатых колес, пальцев кривошипов с их дисками и т. п.). Легкопрессовую посадку (Пл) применяют в тех же случаях, что и посадку Пр1, но она дает несколько меньшие натяги. Детали, имеющие прессовые посадки, собирают на прессах различной мощности. Горячая посадка (Гр) предназначена для соединения деталей наглухо и обеспечивает прочные неразъемные соединения деталей. Переходные посадки. Глухую посадку (Г) применяют для получения плотного неподвижного соединения деталей, например, для крепления втулок в неразъемных подшипниках, которые необходимо закреплять шпонками, шпильками или стопорами, чтобы предохранить от проворачивания во время эксплуатации. Тугая посадка (Т) предназначена для соединения деталей, которые во время работы должны сохранять неизменное положение и которые собирают и разбирают со значительным усилием. Тугую посадку используют для установки внутренних колец шарикоподшипников, зубчатых колес и шкивов на валы и т. д. Напряженная посадка (Н) применяется для плотного соединения деталей при помощи легких ударов. Плотную посадку (П) применяют для соединения деталей, которые не должны смещаться одна относительно другой, но с приложением значительных усилий могут быть собраны и разобраны вручную или с помощью легких ударов молотка. Подвижные посадки. Скользящую посадку (С) применяют для соединения деталей, плотно входящих одна в другую, чтобы обеспечить точное направление (соосность). Эта посадка дает самые малые зазоры в соединениях (например, шпиндели сверлильных станков, кулачковые муфты сцепления, сменные зубчатые колеса в станках, фрезы на оправках и т. д.). Посадка движения (Д) предназначена для соединения деталей, которые перемещаются одна относительно другой с небольшим, но обязательнымзазором и с небольшими скоростями движения (шпиндели делительных головок и различных приборов, сменные кондукторные втулки и т. д.). Ходовая посадка (X) предназначена для соединений, в которых детали и узлы вращаются с умеренной скоростью (шпиндели токарных станков, шейки которых вращаются в подшипниках скольжения, а также коленчатые и кулачковые валы в соединениях с подшипниками и втулками, зубчатые колеса коробок передач тракторов, автомобилей и т. д.). Легкоходовая посадка (Л) используется в соединениях, где детали вращаются с большими скоростями, но при небольших давлениях на опоры (например, валы ротора электродвигателя и привода круглошлифовального станка и т. п.). Широкоходовая посадка (Ш) характеризуется наибольшими зазорами, обеспечивающими свободное перемещение деталей относительно друг друга, и применяется для валов, вращающихся в подшипниках с очень большими скоростями, валов турбогенераторов, текстильных машин и т. д. Характеризуются наличием гарантированного натяга, то есть при этих посадках наименьший натяг больше нуля. Следовательно, для получения неподвижной посадки необходимо, чтобы диаметр сопрягаемого вала был больше диаметра сопрягаемого отверстия. Горячая посадка (Гр) применяется присоединениях таких деталей, которые никогда не должны разбираться, например бандажи железнодорожных колес, стяжные кольца и прочее. Для получения этой посадки деталь с отверстием нагревается до температуры 150° —500°, после чего производится насадка на вал. Несмотря на получение в результате такой посадки более прочных соединений, чем при других видах посадок, она имеет отрицательные свойства — возникают внутренние напряжения в деталях и изменяется структура металла. Прессовая посадка (Пр) применяется для прочного соединения деталей. Эта посадка осуществляется под значительным усилием гидравлического или механического пресса или специального приспособления. Примером такой посадки может служить посадка втулок, зубчатых колес, шкивов и пр. Легко прессовая посадка (Пл) применяется в тех случаях, когда требуется возможно более прочное соединение и в то же время недопустима сильная запрессовка из-за ненадежности материала или из-за опасения деформировать детали. Такая посадка осуществляется под легким давлением пресса. Переходные посадки. Не гарантируют натяга или зазора, то есть, одна пара деталей, соединенных с одной из переходных посадок, может иметь натяг, а другая пара, сопряженная с такой же посадкой, зазор. Чтобы повысить степень неподвижности деталей, соединенных с переходными посадками, применяется дополнительное крепление винтами, штифтами и т. п. Чаще всего эти посадки применяются при необходимости обеспечить соосность, т. е. совпадение осевых линий двух деталей, например вала и втулки. Глухая посадка (Г) применяется для соединения деталей, которые при всех условиях работы должны быть связаны прочно и могут быть собраны или разобраны при значительном давлении. При таком соединении детали дополнительно крепят шпонками, стопорными винтами, например зубчатые колеса, которые вследствие износа должны подвергаться смене, планшайбы на шпинделях токарных станков, неразрезные подшипниковые втулки, золотниковые и круглые втулки и пр. Осуществляется эта посадка сильными ударами молотка. Тугая посадка (Т) применяется для часто разбираемых соединений, детали которых должны прочно соединяться и могут быть собраны или разобраны со значительным усилием. Напряженная посадка (Н) применяется для соединения таких деталей, которые при работе должны сохранять свое относительное положение и могут быть собраны или разобраны без значительных усилий с помощью ручного молотка или съемника. Чтобы соединенные с такой посадкой детали не проворачивались и не сдвигались, их закрепляют шпонками или стопорными винтами. Эта посадка, осуществляемая ударами молотка, применяется для соединения зубчатых колес, часто сменяющихся втулок подшипников, которые при разборке машин вынимаются, подшипников качения на валах, шкивах, сальниковых втулок, маховиков на кривошипных и иных валах, фланцах и т. п. Плотная посадка (П) применяется для соединения таких деталей, которые собирают или разбирают вручную или же при помощи деревянного молотка. С такой посадкой соединяются детали, требующие точной центровки: поршневые штоки, эксцентрики на валах, ручных маховичках, шпинделях, сменных шестернях, установочных кольцах и т. п. 
Характеристика и области применения посадок по ЕСДП СЭВ
На основании исследования применяемых посадок в соединениях разных машин и рациональной замены их посадками ЕСДП СЭВ, а также анализа и обобщения литературных данных об опыте применения посадок в СССР и за рубежом получены следующие рекомендации по применению посадок.
Посадки с зазором. Посадки с зазором (см. рис. 3.4) наиболее распространены, ЕСДП СЭВ предусматривает 40 рекомендованных посадок в системе отверстия (11 из них предпочтительные) и 39 посадок в системе вала (6 из них предпочтительные).
Посадки типа H / h - самые распространенные. Они установлены во всех квалитетах, предусматривающих рекомендуемые посадки, т. е. в 4-12 квалитетах (см. табл. 3.6). Посадки называют скользящими; это самые плотные из всех свободных посадок, они обеспечивают минимальные зазоры в соединении (гарантированный наименьший зазор равен нулю). Скользящие посадки при средних значениях дают соединения с зазором, пригодные для подвижных соединений центрирующих втулок, плунжеров, направляющих штоков и т. п., работающих при малых скоростях. Их широко используют для центрирования легкоразъемных неподвижных соединений; если требования к точности центрирования невелики, передача усилий или моментов обеспечивается дополнительным креплением (штифты, шпонки и т. д.).
Посадки Н5/h4 и H6/h5 (высокой точности) применяются для особо точного центрирования, например для соединения панели с корпусом задней бабки токарного станка. В общем машиностроении применяются редко. Посадка H7/h6 применяется при высоких требованиях к центрированию часто разбираемых или регулируемых соединений. Примеры использования: сменные зубчатые колеса на валах станков, центрирующие корпуса под подшипники качения, поршневой шток в направляющих втулках, кулачки на валах, фрезы на оправках; фрикционные муфты, центрирующие выступы в гнездах. Кроме того, эту посадку иногда применяют для подвижных соединений с короткими рабочими ходами, с целью повышения точности направления вместо посадки с гарантированным зазором H7/g6.
Посадка Н8/h7 используется для центрирующих поверхностей при пониженных требованиях к соосности. Обеспечивает большую легкость сборки и регулирования узла.
Посадки H8/h8, H8/h9, H9/h8, H9/h9 широко применяются для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (шкивы, муфты, зубчатые колеса и другие детали, соединяющиеся с валом при помощи шпонок; корпуса подшипников качения, центрирование фланцевых соединений и т. п.); в подвижных соединениях - при медленных или редких вращательных и поступательных перемещениях (ползуны на шпонках включающих механизмов, соединительные муфты, поршни и поршневые золотники в цилиндрах).
Посадки Н10/h9, HI0/h10, H1l/h1l, H12/h12 (пониженной точности) применяются для неточных соединений, центрирования фланцев и крышек, соединения арматуры, для крышек насосов, для крышек сальников в корпусах, для звездочек тяговых цепей и цепных передач на валах, для независимых сопряжений распорных втулок с валами, для соединений под расклепку, пайку, сварку. В подвижных соединениях - для соединений роликов на валах, для посадок при большой длине сопряжения, например шпиндель-гильза шпиндельной бабки токарного автомата.
Посадки типа H / g гарантируют небольшой зазор, изменяющийся с увеличением диаметра. Это посадки свободные, обеспечивающие взаимное осевое перемещение сопряженных деталей при сохранении высокой точности центрирования; они очень чувствительны к увеличению зазора, поэтому их применяют лишь в точных квалитетах. Рекомендованных посадок в системе отверстия три: H5/g4, H6/g5 и H7/g6, последняя предпочтительная.
Посадка H6/g5 является дорогостоящей, поэтому в случаях, допускающих снижение требований к точности центрирования подвижных деталей, она заменяется посадкой H7/g6 сравнительно легкой технологической выполнимости. Применяют ее в подвижных соединениях для обеспечения герметичности (золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке); для установки сменных кондукторных втулок и заготовок на установочных пальцах приспособлений, поршней в цилиндрах (пневматических и др.), шпинделей точных станков и делительных головок в направляющих; для центрирующих соединений подвижных элементов в штампах, передвижных шестерен на валах коробок передач.
Посадки типа H / f гарантируют зазор, достаточный для вращения соединяемых деталей со средней скоростью.
Посадка H7/f7 является типичной ходовой и предназначается для подвижных соединений, когда необходимо обеспечить легкодостижимую посадку высокого качества. В системе ЕСДП СЭВ эта посадка предпочтительна. Типовые случаи применения этой посадки: подшипники скольжения для всех легких и средних машин, например подшипники в коробках передач; подшипники зубчатых колес и шкивов, свободно вращающихся на осях; подшипники центробежных насосов; коренные подшипники в двигателях внутреннего сгорания и поршневых компрессорах.
В других квалитетах эти посадки рекомендуются в следующих сочетаниях: H6/f6 - в подвижных соединениях: повышенными требованиями к точности центрирования. Если требования к точности центрирования снижены, то применяют посадки H8/f7, H8/f8, H8/f9, H9/f8, H9/f9, например, для направления поршневых и золотниковых штоков в сальниках, центрирования крышек цилиндров, в подшипника скольжения, работающих в жидкостном или полужидкостном режимах трения.
Посадки типа Н/е - свободные, могут применяться в 6, 7, 8, 9-м квалитетах в зависимости от интенсивности режима, точности центрировали я, относительной трудоемкости обработки посадочных поверхностей отверстия и вала, требуемой
долговечности.
Оптимальной посадке соответствует комбинация полей допусков Н8/е8. Она предпочтительна в ЕСДП СЭВ и применяется в качестве легкоходовой посадки, обеспечивающей легкоподвижное соединение, допускающее радиальное перемещение без значительных перепадов (например, в опорах, удаленных друг от друга), биение сопрягаемых поверхностей (например, в подшипниках многоопорных валов). Применяется также в механизмах малой точности: как в подшипниках скольжения, работающих в жидкостном или полужидкостном режимах трения, так и в направляющих осевых перемещений, в опорах валов турбогенераторов и центробежных насосов, в подшипниках коренных шеек коленчатых валов.
Посадки пониженной точности Н8/е9, Н9/е8 и Н9/е9 применяются в подшипниках скольжения неответственных машин.
Посадки типа H / d дают легкоподвижные соединения общего применения, которые допускают радиальное перемещение и компенсируют погрешности взаимного расположения трущихся поверхностей вследствие перекоса и прогиба вала, погрешности формы в осевом и радиальном сечениях, эксцентриситетов опор и шеек вала в многоопорных конструкциях. Они используются в тех случаях, когда необходимо компенсировать погрешности сборки или температурные деформации. Точные посадки H7/d8, H8/d8 имеют ограниченное использование. Они применяются для точных соединений, работающих при значительном перепаде температур и тяжелых режимах работы, например в подшипниках турбин, валков прокатных станов и т. д.
Посадки H8/d9 и H9/d9 (предпочтительные) используются при монтаже приводных валов в подшипниках, для соединения холостых шкивов с валами и в другиханалогичных случаях.
Посадки низкой точности H10/dl0, Hll/dll применяются в случае неточных подвижных соединений.
Посадки типов Н/а, Н/Ь, Н/с характеризуются очень большими гарантированными зазорами. Применяются в основном в грубых квалитетах (11-м ий2-м), в связи с чем колебания зазоров очень велики. Они используются для грубых соединений, требующих свободной сборки, для обеспечения относительного перемещения деталей в условиях загрязнения, для компенсации погрешностей сборки и| температурных деформаций.
Посадки с натягом. Посадки с натягом (см. рис. 3.5) в цилиндрических со нениях применяются для образования неподвижных соединений без дополнительных креплений и с дополнительными креплениями шпонками, штифтами и другими средствами. Неподвижность соединения достигается за счет напряжений, возникающих в материале сопрягаемых деталей вследствие деформации контактных поверхностей. Выбор посадки производится из условия, что при наименьшем натяге обеспечивается прочность соединений передача нагрузки, а при наибольшем - прочность деталей Для выбора nocaдок с натягом производится расчет и рекомендуется экспериментальная проверка, особенно в массовом производстве. Cпецифика выбора посадок с натягом для соединений деталей малых размеров, cpeдних и больших изложена в работе ,"es":["7gLPalsT2Mw","8V7lvKVk2AI","yQajosJ27aU"],"pt":["7gLPalsT2Mw"],"fr":["QW5z5iMMWaQ","28uK0Ks5YZw","HPsq6Ui0D4E","nSHJ9KC3jV0"],"it":["9eLdy414Gsc"],"bg":["oQyoEakWEOc"],"pl":["OulTvvetX0g"],"ro":["DR5MdFDtSss"],"la":["TQu6fcD1-rk"],"el":["6igOLYkeyS8","bdQST2IscHw","Awdeb-bk-ZI","srXB5_eVdlI","Umg6kWtI2P0","k8DorFTnX1c"]}





