Обозначение толщины на чертеже гост. Обозначение допусков на чертежах
Согласно ГОСТ 2.308-79* (СТ СЭВ 368-76), вид допуска обозначают следующими знаками:
Допуск торцового или радиального биения (суммарный допуск формы и расположения) обозначают стрелкой (см. рис. 7.7).
Соответствующие данные о допуске указывают в прямоугольной рамке, выполняемой тонкими линиями, разделенной на две и более частей, в которых помещают (рис. 7.22): в первой части - знак допуска по таблице, во второй - числовое значение допуска в мм. выбираемое из ГОСТ 24643-81 (СТ СЭВ 636-77), в третьей (и последующих) -буквенное обозначение базы (баз) или поверхности, с которой связан допуск расположения (см. рис. 7.7). Высота цифр, букв и знаков должна быть равна размеру шрифта размерных чисел (желателен шрифт 5 мм типа А). Рамку соединяют с элементом, к которому относится допуск, тонкой линией, заканчивающейся стрелкой. Соединительная линия может быть прямой или ломаной (рис. 7.23). При этом, если допуск относится к поверхности, то соединительная линия не должна быть продолжением размерной линии (рис. 7.24, а), если допуск относится к оси или плоскости симметрии, то соединительная линия должна быть продолжением размерной (рис. 7.24, б, в).

Перед числовым значением допуска ставится: знак диаметра, если круговое или цилиндрическое поле допуска указывают его диаметром; символ R, если это поле указывают радиусом; символ Т, если допуск симметричности, пересечения осей, формы заданного профиля и заданной поверхности указывают в диаметральном выражении.

На рис. 7.25 приведены примеры обозначения допусков отклонений от формы: а - допуск прямолинейности образующей конуса 0,01 мм; б - допуск плоскости 0,1 мм; в - допуск цилиндричности 0,04 мм.

Базы обозначают зачерненным равносторонним треугольником (при выполнении чертежей на графопостроителе их можно не зачернять), осно-вание которого располагают на контурной линии поверхности (или ее продолжении), являющейся базовой. Высота треугольника должна быть равна размеру шрифта размерных чисел (желательно 5 мм).На рис. 7.26 приведены примеры обозначения допусков отклонений от расположения поверхностей: а - допуск параллельности оси отверстия относительно основания 0,05 мм; б - допуск симметричности паза Т 0,05 мм. База - плоскость симметрии поверхностей А (сопоставьте с рис. 7.24, в). Пример применения знака отклонения от соосности (допуск соосности) дан на рис. 7.5.Отклонения допусков геометрической формы деталей и взаимного расположения поверхностей проверяют соответствующими приборами и калибрами.Если допуски формы и расположения на чертеже не указаны, то возможны любые отклонения формы в пределах поля допуска размера рассматриваемого элемента. Числовые значения неуказанных допусков отклонений от расположения и суммарные выбирают из соответствующих таблиц, помещенных в ГОСТ 25069-81 (СТ СЭВ 1911-79).
![]()
Системой допусков и посадок определяется строгий порядок условий изготовления и приема деталей в отношении допустимых отклонений их действительных размеров и форм от заданных.
Система допусков - это закономерная планово построенная совокупность допусков и посадок, обеспечивающая взаимозаменяемость деталей. Система допусков и посадок подразделяется на две основные системы: систему отверстия и систему вала.
В системе отверстия нижнее предельное отклонение размера отверстия всегда равно нулю, следовательно, наименьший предельный размер отверстия совпадает с номинальным. При одинаковом номинальном размере нескольких сопрягаемых деталей и при изготовлении их по одному и тому же классу точности различные посадки получают изменением полей допусков вала, а поле допуска отверстия остается неизменным (рис. 101, а). Отверстие в этой системе допусков называется основной деталью, или основанием. Поле допуска отверстия обозначается буквой А, к которой добавляется индекс класса точности.
В системе вала верхнее предельное отклонение размера вала всегда равно нулю и, следовательно, наибольший предельный размер вала совпадает с номинальным. Посадки в системе вала получают изменением предельных размеров отверстия, а размер вала для данного класса точности остается постоянным (рис. 101, б). Вал в этой системе допусков называется основной деталью, или основанием. Поле допуска вала обозначается буквой В, к которой добавляется индекс класса точности. Система отверстия имеет большее распространение, чем система вала. Система вала применяется в автомобильной, текстильной и других отраслях промышленности, где встречаются валы сложной конструкции.
ГОСТ предусматривает определенный порядок обозначений размеров, отклонений, посадок, классов точности на рабочих и сборочных чертежах.
На чертежах деталей предельные отклонения указываются непосредственно после номинального размера. При этом обычно на рабочих чертежах отклонения указываются цифрами, а на сборочных чертежах - условными обозначениями - символами (буквами), присвоенными той или иной посадке с добавлением индекса, указывающего класс точности сопряжения. Числовые значения отклонений, проставляемые на рабочих чертежах, выписываются из таблиц.
Буквенные обозначения, относящиеся к отверстию, пишутся над чертой дроби, а относящиеся к валу - под чертой дроби.
Например:

Такая запись означает, что сопряжение имеет номинальный размер 25 и выполняется по системе вала В (основной деталью является вал), а сопрягаемая деталь (отверстие) изготовляется с допуском, соответствующим плотной (П) посадке. Отверстие выполняется по 2а классу точности, а вал - по 3-му.
Для определения абсолютных отклонений пользуются таблицами допусков, которые составлены для каждого класса точности по системе вала и по системе отверстия отдельно.
Для выбора отклонений необходимо знать номинальный размер сопряжений, систему допусков, класс точности и посадки. Если обработка производится по системе отверстия А, отклонения размеров диаметра отверстия и вала находят по таблицам для системы отверстия соответствующего класса точности. При обработке по системе вала В отклонения вала и отверстия находят по таблицам системы вала соответствующего класса точности.
Классы точности
В зависимости от условий, в которых работает деталь, к ней предъявляются различные требования по точности. Государственными стандартами установлен ряд степеней точности обработки деталей, называемых классами точности , которые характеризуются величиной допуска.
ГОСТ 11472-69 устанавливает для размеров от 0,1 до 1, от 1 до 500 мм по ОСТ 1010 10 классов точности (1, 2, 2а, 3, 3а, 4, 5, 7, 8, 9);
для размеров от 500 до 10 000 мм по ГОСТ 2689-54 - 12 классов точности (1, 2, 2а, 3, 3а, 4, 5, 7, 8, 9, 10, 11).
для размеров от 0,1 до 1 мм по ГОСТ 3047-66 установлен 6-й класс точности.
Классы 2а и 3а являются дополнительными. Самым высоким классом точности является 1-й, а самым грубым 11-й.
При грубом классе точности допуск больше и, наоборот, чем точнее класс, тем меньше допуск. При малых допусках обработать деталь сложнее и дороже, что учитывают при составлении технологии.
- По 1-му классу точности изготовляют особо точные детали, например детали приборов, измерительных инструментов, кольца шарикоподшипников. Этот класс точности вследствие чрезвычайно небольшого предела отклонения от номинального размера имеет ограниченное применение, так как для получения такой точности требуются специальные особо точные приборы и приемы обработки.
- 2й класс точности является основным и применяется в точном машиностроении. По этому классу точности обрабатывают наиболее ответственные детали металлорежущих станков, автомобилей, тракторов, комбайнов, текстильных, обувных и других машин.
- 3й класс точности широко применяется в тяжелом машиностроении, тракторостроении и комбайностроении. По этому классу точности обрабатываются, например, рабочие поверхности гильз цилиндров.
Класс точности 2а является промежуточным между 2-м и 3-м классами, а класс точности 3а - промежуточным между 3-м и 4-м классами. Промежуточные классы точности находят применение в некоторых отраслях промышленности, где не требуется высокая точность.
- 4й класс точности довольно широко распространен и применяется при изготовлении деталей с относительно большими допусками, например неответственных деталей сельскохозяйственных машин.
- 5й класс точности применяется при грубой обработке деталей. По этому классу обрабатываются многие детали сельскохозяйственных машин.
- 6й класс точности- установлен для деталей небольших размеров (менее 1 мм) и применяется редко.
7, 8, 9, 10 и 11-й классы точности имеют самые большие допуски на изготовление, поэтому отклонения фактических размеров детали от номинального размера могут быть весьма значительными. С такими классами точности изготовляются детали, не имеющие сопряжений, т. е. заготовки, поковки и литье.
НАНЕСЕНИЕ РАЗМЕРОВ
И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ
ГОСТ 2.307-68
(СТ СЭВ 1976-79, СТ СЭВ 2180-80)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Единая система конструкторской документации НАНЕСЕНИЕ РАЗМЕРОВ И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ Unified
system for design documentation. |
ГОСТ (СТ СЭВ 1976-79, |
Дата введения 01.01.71
Настоящий стандарт устанавливает правила нанесения размеров и предельных отклонений на чертежах и других технических документах на изделия всех отраслей промышленности и строительства.
(Измененная редакция, Изм. № 3).
1. ОСНОВНЫЕ ТРЕБОВАНИЯ
Исключение составляют случаи, предусмотренные в ГОСТ 2.414-75; ГОСТ 2.417-78; ГОСТ 2.419-68, когда величину изделия или его элементов определяют по изображениям, выполненным с достаточной степенью точности.
Основанием для определения требуемой точности изделия при изготовлении являются указанные на чертеже предельные отклонения размеров, а также предельные отклонения формы и расположения поверхностей.
1.2. Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия.
1.3. Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными.
1.4. Справочные размеры на чертеже отмечают знаком «*», а в технических требованиях записывают: «* Размеры для справок». Если все размеры па чертеже справочные, их знаком «*» не отмечают, а в технических требованиях записывают: «Размеры для справок».
На строительных чертежах справочные размеры отмечают и оговаривают только в случаях, предусмотренных в соответствующих документах, утвержденных в установленном порядке.
а) один из размеров замкнутой размерной цепи. Предельные отклонения таких размеров на чертеже не указывают (черт. );
а) при указании размера диаметра окружности независимо от того, изображена ли окружность полностью или частично, при этом обрыв размерной линии делают дальше центра окружности (черт. );
Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать условные обозначения предельных отклонений линейных размеров в соответствии с (для отклонений по квалитетам) или по ГОСТ 25670-83 (для отклонений, по классам точности). Симметричные предельные отклонения, назначаемые по квалитетам, следует обозначать с указанием номера квалитета.
Обозначения односторонних предельных отклонений по квалитетам, назначаемых только для круглых отверстий и валов (вариант 4 по ГОСТ 25670-83) дополняются знаком диаметра (Æ ).
Примеры общих записей, соответствующие вариантам по ГОСТ 25670-83 для 14 квалитета и (или) класса точности «средний», приведены в табл. :
Таблица 1
|
Пример записи условными обозначениями |
|
|
Н 14, h 14, или Н 14, h 14, |
|
|
+ t 2 , - t 2 , |
|
|
Или |
|
|
Æ Н 14, Æ h 14, или Æ Н 14, Æ h 14, |
I. Предельные отклонения размеров
1. Предельные отклонения указываются на чертежах непосредственно после номинального размера условными обозначениями по общесоюзным стандартам на допуски и посадки или числовыми величинами.
П p и м e ч а н и е. В виде исключения допускается указывать наряду с условными обозначениями числовые величины отклонений.
2. При простановке размера в разрыве размерной линии обозначение отклонений или числовые их величины проставляются также в разрыве размерной линии.
Числовые величины отклонений проставляются одно над другим, верхнее над нижним.
При простановке размера над размерной линией обозначение отклонений или числовые их величины проставляются также над размерной линией.
Размер шрифта буквенных обозначений-такой же, как для простановки размеров, а цифровые величины отклонений указываются более мелким шрифтом.
3. Отклонение, равное нулю, на чертежах не проставляется.
4. При симметричном расположении поля допуска величина отклонения проставляется со знаком ± рядом с размерами и одинаковым с ними шрифтом.
5. Если наряду с условными обозначениями указываются также и числовые величины отклонений, то последние рекомендуется проставлять в скобках уменьшенным (в сравнении с номинальным размером) шрифтом.
6. Предельные отклонения размеров деталей, изображённых на чертеже в собранном виде, указываются в виде дроби: в числителе проставляются обозначение или числовые величины отклонений отверстия (охватывающей детали), а в знаменателе-обозначение или числовые величины отклонений вала (охватываемой детали).
При указании числовых величин отклонений допускаются надписи, поясняющие, к какой из деталей
относятся отклонения. Допускается также вместо одной проводить две размерные линии и отдельно указывать отклонения вала и отверстия с надписями, к какой детали
относятся отклонения.
П p и м e ч а н и е. При постановке номинального размера соединения в разрыве размерной линии черта, разделяющая отклонение отверстия и вала, может быть слита с размерной линией, т. е. отклонения отверстия проставляются над размерной линией, а вала под ней.

7. Если на чертеже соединения в собранном виде необходимо указать предельные отклонения только одной из сопрягаемых поверхностей, то необходимо пояснить надписью, к какой детали относятся отклонения.
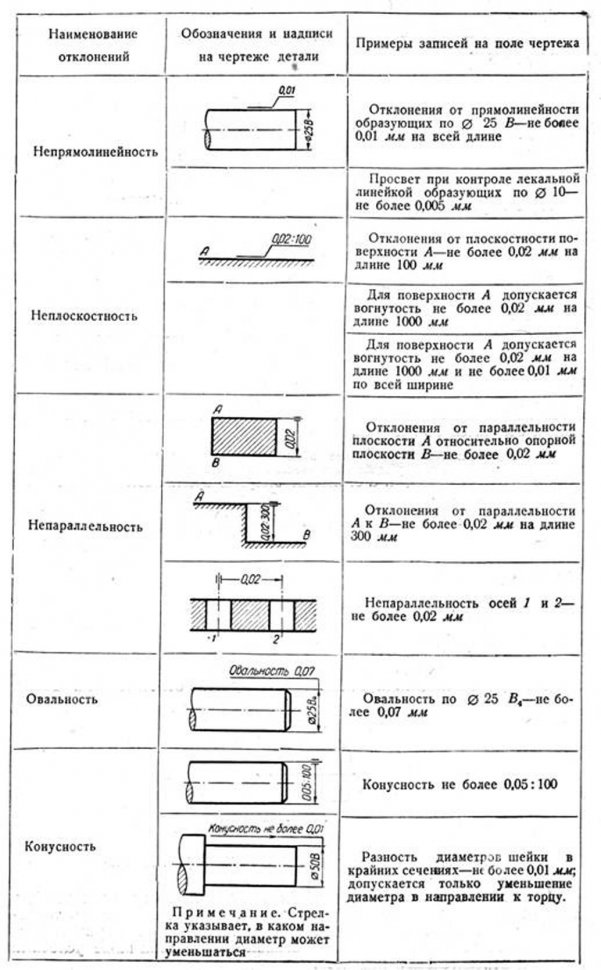
II. Предельные отклонения формы и расположения поверхностей
8. Допустимые отклонения формы и расположения поверхностей, в случае необходимости их контроля, могут либо оговариваться в технических условиях и на свободном поле чертежа, либо указываться на изображении детали с использованием привед?нных ниже условных знаков и пояснительных надписей.