Чертежи деталей и сборочный чертеж. Правила построения технологических схем сборки Технологическая карта сборки изделия пример
Методические указания
К лабораторной работе по дисциплине
«Технология машиностроения»
ЦЕЛЬ РАБОТЫ
1. Изучить и практически освоить методику разработки технологического процесса сборки.
2. Составить технологическую схему сборки.
3. Разработать маршрутный технологический процесс сборки
и установить нормы времени на операции.
ОСНОВНЫЕ СВЕДЕНИЯ
Сборка - часто завершающая стадия производства изделия, характеризующаяся сложностью и разнообразием выполняемых операций, высокой трудоемкостью и стоимостью. Трудоемкость сборочных работ в разных отраслях машино- и приборостроения и в разных типах производств составляет 20...70 % общей трудоемкости изготовления изделия. В сборочных цехах преобладает ручной труд. В среднем механизировано около 25 % сборочных работ, а уровень автоматизации в настоящее время не превышает 10…15% сборочных работ.
Исходные данные для разработки технологического процесса следующие: сборочные чертежи изделия в целом и отдельных его узлов со спецификациями и чертежами деталей; технические условия (технические требования) на изделия и узлы; объем (количество) собираемых изделий с указанием срока их выпуска; производственные условия выполнения сборочных работ.
Последовательность разработки процесса сборки:
1. Устанавливают целесообразную организационную форму оборки, определяют такт и ритм сборки в зависимости от объема сборки.
2. Проводят изучение изделия, технологический контроль-анализ сборочных и рабочих чертежей деталей и технических условий (технических требований) с позиций отработки технологичности.
3. Проводят размерный анализ собираемых изделий и устанавливают рациональные методы обеспечения требуемой точности замыкающих звеньев сборочных размерных цепей.
4. Составляют схемы общей и узловых сборок изделия. Определяют целесообразную степень разбиения изделия на сборочные единицы (узлы) и последовательность соединения всех единиц сборки и деталей.
5. Разрабатывают технологический процесс сборки. При необходимости его расчленяют на несколько операций. Устанавливают содержание операций и технологические режимы сборки. Определяют наиболее производительные, экономичные способы соединения, проверки положения и фиксации составляющих изделие сборочных единиц и деталей, включая методы контроля и испытания изделия.
6.Устанавливают (разрабатывают) необходимое оборудование и оснастку (приспособления, инструмент).
Выполняют нормирование сборочных операций.8. Оформляют технологическую документацию.
Изучение собираемого изделия завершается разбиением его на сборочные единицы (узлы) и составлением технологических схем сборки. Разбивка изделия на сборочные единицы и составление схем сборки являются начальными и ответственными этапами в разработке технологии оборки. В наглядной форме они отражают состав и маршрут сборки изделия в целом и его составных частей.
Основные принципы, которыми следует руководствоваться технологу при разбивке изделия на сборочные единицы и разработке схем сборки следующие:
Сборочная единица не должна быть слишком большой по размерам и массе и состоять из значительного количества деталей и сопряжений, но в то же время излишнее дробление на сборочные единицы также нерационально;
Сборочная единица должна быть выделена в особую, если в процессе её сборки требуется проведение испытаний, обкатка, специальная слесарная доработка, пригонка и т.п.;
Сборочная единица при последующем монтировании её в машине не должна подвергаться разборке (если этого избежать нельзя, то разборочные работы необходимо предусмотреть в технологии);
Сборочные единицы должны включать также детали крепления, резьбовые соединения с тем, чтобы сократить количество отдельных деталей, подаваемых непосредственно на общую сборку;
Сборочные единицы должны быть примерно одинаковыми по трудоемкости;
Сборку следует начинать с установки на рабочем месте (стенде, конвейере) базовой детали или базовой сборочной единицы, к которой последовательно будут присоединяться остальные детали и сборочные единицы;
Сборку следует начинать с деталей, имеющих размеры, входящие в качестве составляющих звеньев в ту размерную цепь, при помощи которой решается наиболее ответственная задача;
Последовательность сборки определяется возможностью и удобством присоединения деталей;
Каждая ранее смонтированная деталь или сборочная единица не должна мешать последующей сборке;
Детали или сборочные единицы, выполняющие наиболее ответственные функции или которые являются общими звеньями в параллельно связанных размерных цепях, желательно монтировать в первую очередь;
В процессе сборки необходимо обеспечить минимальное количество переустановок.
Технологические схемы сборки - это графическое изображение соответствующих сборочных единиц и деталей, представленных в порядке их монтирования (установки) в собираемую машину. Возможны различные варианты составления схем сборки. Рассмотрим один из них.
Графически на схемах сборки (рис.1) элементы изделия (детали, сборочные единицы) изображаются в виде прямоугольников, разделенных на три части, в которых вписываются наименование, номер позиции и количество элементов. Обозначение деталей принимается в соответствии со сборочными чертежами и спецификациями. Для обозначения сборочной единицы проставляют буквы "Сб." и номер базовой детали. Перед обозначением сборки ставится номер сборочной единицы соответствующего порядка. Например, 2 Сб.5 - сборочная единица второго порядка (второй ступени) с базовой деталью №5. Элемент, с которого начинают сборку, называют базовым. Процесс общей и узловой сборки изображают на схеме горизонтальной линией от базового элемента к собранному объекту. Сверху, в порядке последовательности установки (монтажа), располагают детали, а снизу - узлы. Для конструктивно сложных изделий схемы сборки составляют для каждой сборочной единицы отдельно, а простых - совмещенными. В этом случае линии сборки сборочных единиц (узлов) разных ступеней могут быть горизонтальными и вертикальными.
Схемы сборки кроме деталей и сборочных единиц могут содержать надписи, поясняющие специфические особенности сборочных работ (операций): соединение элементов (запрессовкой, пайкой, вальцеванием), фиксация (свинчиванием, с помощью клея, лаков, красок и компаундов), механическая доработка (сверление, развертывание), использование технологических деталей, контроль, регулировка и т.д. Возможность одновременной установки нескольких составных частей изделия отражается общей точкой (А, Б и т.д.).
Дополнительные работы, к которым можно отнести частичную или полную разборку составных частей при сборке также отражают на схеме пояснительной надписью. Технологические схемы сборки на одно и то же изделие можно составить в нескольких вариантах, которые будут отличаться структурой и последовательностью комплектования сборочных элементов. Принятый вариант зависит от организационной формы сборки. Правильность составления схем сборки проверяется разборкой изделия.Рис. 1. Технологические схемы сборки:
а - общей; б - узловой (сборочной единицы)
Построение технологических схем разборки изделий основано на тех же принципах. Разница заключается лишь в том, что построение схемы начинается с изделия, а не с базовой детали или сборочной единицы.
На рис. 2 приведен эскиз сборочной единицы, а на рис. 4 его технологическая схема сборки.

Рис.2. Эскиз сборочной единицы (Сб.11 - Ступица)
Практически технологические схемы сборки представляют собой разработку проекта технологического процесса сборки.
Технологический процесс сборки изделия в его окончательном виде предопределяется типом производства, т. е. объемом выпуска собираемых изделий, трудоемкостью сборки и организационными формами сборки. При больших объемах сборки разрабатывают технологический процесс подробно и с возможно большей дифференциацией сборочных операций. При малом объеме выпуска ограничиваются составлением маршрута (последовательности) сборочных операций.
Сборочные операции проектируют на основе схем сборки. Содержание сборочных операций следует устанавливать так, чтобы на каждом рабочем месте выполнялась однородная и технологически законченная операция, причем при поточном методе трудоемкость операции должна быть равна или несколько меньше такта сборки, либо кратна ему. Проектируя сборочную операцию, уточняют содержание технологических переходов и определяют схему базирования и закрепления базового элемента; выбирают оборудование, приспособления, режущий и монтажный (рабочий), контрольно-измерительный инструменты; устанавливают режимы работы, норму времени и разряд работы, выполняют необходимые технологические расчеты (определяют силу запрессовки; крутящие моменты при затяжке болтов, шпилек и др.) и обоснования.
В состав технологического процесса включаются при необходимости подготовительные, пригоночные, регулировочные, контрольные и др. работы (операции и переходы).
Технологические процессы оборки фиксируют в маршрутных и операционных картах, оформляемых в соответствии со стандартами ЕСТД.
Пример маршрутного технологического процесса сборки ступицы представлен в таблице 1.
Таблица 1
| № операции | Наименование операции | Содержание операции и переходов |
| Сборка шкива (1Сб.8). | 1. Закрепить шкив 8 в приспособлении 2. Установить кольцо 10. 3. Смазать и установить подшипник 9. 4. Протереть и установить втулку 12. 5. Смазать и установить подшипник 9. | |
| Установка шкива (1Сб.8). | 1. Закрепить ступицу 11 в приспособлении. 2. Установить шкив (1Сб.8) на ступицу 11. 3. Протереть и установить кольцо компенсационное 7. 4. Установить кольцо стопорное 3. | |
| Сборка фланца (1Сб.5). | 1. Закрепить фланец 5 в приспособлении. 2. Установить крышку 1. 3. Закрепить крышку винтами 2. 4. Установить прокладку 6. | |
| Установка фланца (1Сб.5). | 1. Установить фланец (1Сб.5). 2. Закрепить фланец (1Сб.5) винтами 4. | |
| Контрольная | 1. Проверить легкость вращения шкива 8. 2. Проверить биение поверхности Б относительно поверхности А. |
Норма времени на выполнение сборочной операции устанавливается по формулам и нормативам .
Определим в качестве примера норму штучно-калькуляционного времени на сборочную операцию 025 - «Сборка фланца». Операция выполняется в условиях серийного производства. Эскиз сборочной единицы приведен на рис. 3. Перечень собираемых деталей дается в табл. 2. Применительно к серийному производству применяем нормативы . Анализ нормативов позволяет расчленить операцию на следующие расчетные комплексы:
1. Установка фланца в приспособление. Условия работы соответствуют нормативным. По карте 7 расчетное оперативное время =0,304 мин.

Таблица 2
Рис.3. Эскиз сборочной единицы первого порядка (1 Сб.5 - Фланец)
§13. Построение схем сборки.
После изучения собираемого изделия составляют технологические схемы общей и узловой сборки.
Первичным элементом изделия является деталь, для которой характерно отсутствие каких – либо разъемных или неразъемных соединений.
Технологические системы сборки строят отдельно для общей сборки изделия и сборки каждого из его узлов. Схема начинается с базового элемента и заканчивается: для общей сборки – изделием, для узловой – узлом.
Базовым называют элемент (деталь или узел), с которого начинают сборку. Схемы сборки должны отражать структуру и последовательность комплектования изделия или узла. Процесс сборки изображается горизонтальной линией, которую проводят в направлении от базового элемента к собираемому объекту. Сверху располагаются в порядке последовательности сборки обозначения входящих в изделие деталей, а снизу сборочных единиц
Наименование детали
№ чертежа (ГОСТ) Кол-во
При наличии образца изделия составление схемы сборки упрощается, так как последовательность сборки может быть установлена в процессе пробной разборки.
Общую и узловую сборку начинают с установки базового элемента на стенд, верстак или сборочное приспособление. Если изделие имеет несколько размерных цепей, то сборку следует начинать с наиболее сложной и ответственной цепи, звенья которой являются составляющими звеньями других более простых цепей. В каждой размерной цепи сборку завершают установкой тех элементов соединения, которые образуют ее замыкающее звено. И эта последовательность сборки должна быть четко и ясно отражена в технологической схеме сборки. Схемы сборки должны быть снабжены надписями или сносками, поясняющими характер сборочных соединений и, выполняемый при сборке, контроль. Например: запрессовать, затянуть с определенным крутящим моментом, отрегулировать положение, проверить зазор и т. д.
Если отдельные сборочные единицы или узлы по условиям общей сборки подвергаются частичной или общей сборке, то этот вид дополнительной работы так же отражается дополнительной надписью на схеме сборки.
Схемы сборки могут иметь несколько вариантов отличных по структуре и последовательности выполнения сборки. На выбор варианта влияет: трудоемкость и себестоимость сборки; требуемое число сборщиков; удобство сборки; возможность механизации и автоматизации места сборки.
По принятым схемам сборки выявляют основные сборочные операции. Содержание такой операции устанавливают так, чтобы на каждом рабочем месте выполнялась однородная по своему характеру и технологически законченная работа. Это способствует лучшей специализации сборщиков и повышению производительности их труда. Содержание операции зависит так же от типа производства и вида сборки (поточное, непоточное). При поточной сборке длительность операции должна быть равна или кратна такту выпуска. В серийном производстве содержание операции принимают таким, чтобы при сборке изделий различных наименований, периодически сменяемыми партиями, обеспечить наиболее полную загрузку рабочих мест. В единичном и мелкосерийном производстве основная часть сборочных работ выполняется на общей сборке, и лишь малая их часть выполняется над отдельными сборочными единицами.
Технологическая схема сборки – это графическое изображение последовательности сборки изделия.
Разработка схемы сборки связана с разбивкой изделия на сборочные единицы и их комплектующие. Разработку схемы сборки начинают с выбора базового элемента. Дальнейшее направление сборки изображается горизонтальной линией. Вхождение сборочных элементов в объект сборки показывается вертикальной линией. Детали выше горизонтальной линии сборки, а узлы и другие ее элементы ниже горизонтальной линии сборки.
Схема сборки дает представление не только о последовательности выполнения работы, но и возможности организации параллельного выполнения работ.
На схеме сборки все сборочные элементы узла изображаются в виде прямоугольников и располагаются последовательно, согласно введения их в объект сборки. Схема сборки дает наглядное представление о взаимосвязи сборочных элементов и последовательности их комплектования. Сборка начинается с базового сборочного элемента, закрепляемого на приспособлении.
Для несложных узлов двигателя могут составляться достаточно подробные схемы сборки, включительно до деталей. Если узел двигателя сложен, имеет значительный сборочный состав, в схему сборки включают в основном сборочные единицы.
Схема сборки узла составлена с выбором базовой детали – диска. Из-за небольшого количества деталей была составлена достаточно подробная схема сборки. В ней отсутствуют узлы – сборочные единицы этой детали.
2.2 Анализ базового технологического процесса сборки
Таблица 1 . Технологический маршрутно-операционный процесс сборки узла, базовый вариант.
|
Название |
Оборудование |
Анализ базового технологического процесса
Базовыйтехнологическийпроцессразработаннамелкосерийноепроизводство.Операцииявляютсяконцентрированными, включают в себя большое количество вспомогательных и подготовительных работ. Форма организации сборочных работ – бригадная.
Метод сборки – достижение точности полной взаимозаменяемости. Применяемая технологическая оснастка универсальная. На операции 120 и 135 применяется неэффективное универсальное приспособление и стойка,что увеличивает трудоёмкость.
2.3 Анализ проектируемого технологического процесса сборки
Таблица 2. Технологический маршрутно-операционный процесс сборки Узла, проектируемый вариант.
|
Название |
Оборудование | |||
Теоретическое описание проектируемого сборочного технологического процесса и его поэтапное проектирование.
Тех процесс сборки Узла является частью общего технологического процесса сборки двигателя.
Данный процесс представляет собой совокупность операций взаимно расположенных деталей и узлов.
Операции подразделяют на приёмы и переходы. Приёмы складываются из рабочих движений и могут быть основными и вспомогательными.
Проектируемый ТП состоит из маршрутной карты, комплектовочной карты, спецификации инструментов и приспособлений, операционной карты контроля и карты эскизов.
Этапы разработки технологического процесса сборки Узла:
1. Подготовка, т.е. изучение чертежей;
2. Разработка схемы процесса сборки;
3. Составление маршрутной технологии;
4. Выбор операционной формы сборки;
5. Разработка операций сборки;
6. Нормирование операций;
7. Проектирование приспособления;
8. Оформление ТП;
9. Утверждение ТП.
Подготовительный этап
Ознакомление с исходными данными и назначением изделия, анализ сборочных чертежей, технических и технологических условий, изучение типов соединения и сопряжения. Принятие решения о возможных методах их осуществления, оценка технологичности конструкций.
Составление графических и технологических схем сборки
Графические документы проекта могут содержать схему сборки собираемого изделия или схемы спроектированных средств выполнения технологического процесса, графики.
Составление маршрутной технологии
При составлении маршрутной технологии определяет последовательность выполнения технологических операций. На последовательность влияют:
Конструкция собираемого узла;
тип производства;
программа выпуска;
степень расчленения изделий на отдельные узлы.
Выбор метода сборки
Метод должен обеспечить требуемое качество сборки соединения, производительность, экономичность процесса.
Полная взаимозаменяемость – свойство сборочных элементов одного и того же наименования строго занимать свои места в объекте сборки без выполнения вспомогательных операций. Существуют различные способы и методы сборки.
Метод частичной (неполной) взаимозаменяемости – предусматривает сборку отдельных сборочных единиц, либо отдельных соединений изделия методом полной взаимозаменяемости, а остальные – методами компенсации их неточности (подбором, пригонкой или регулированием).
Метод подбора – предусматривает обеспечение при сборке заданных сборочных параметров, путём введения в объект сборки (в его комплект) таких
сборочных элементов, которые соответствуют друг другу по размерам, массе, упругости или другим параметрам. Выбран метод не полной взаимозаменяемости.
Выбор организационной формы сборки
При небольшой программе принимают бригадную форму сборки, операционную или поточную форму.
При определении вида производства пользуются не только программой, но и коэффициентом закрепления операции. При крупносерийном производстве выбрана пооперационная форма сборки. Она заключается в следующем:
весь комплекс работ по сборке изделия разбивается на ряд отдельных операций, из которых каждая выполняется определённым рабочим, за которым она закреплена.
Проектирование приспособлений и инструментов
Согласно с разработанной технологией составляют сводные ведомости на стандартные ТСО и вспомогательные материалы. Если в техпроцессе необходимы нестандартные средства, то разрабатывают краткую характеристику работы этих средств и производительность, а затем оформляют заказы на покупку или изготовление. Технолог принимает участие в утверждении чертежей.
Утверждение технологического процесса
Все карты технологического процесса подписываются технологом, начальником тех. бюро, старшим мастером, зам. начальником по технической части. Технолог и начальник тех. бюро несут полную ответственность за правильность разработки техпроцесса. Зам. начальника по технической части несёт полную ответственность за правильное определение общего направления создаваемого техпроцесса на основе передовой техники и технологии.
В операционной карте сборки указывают номер, шифр и наименование объекта сборки, название операции. Операционные карты составляют на все операции, в том числе сборочные, вспомогательные, контрольные и специальные. Некоторые операции сопровождают операционными эскизами объекта сборки.
Данный проектируемый маршрутно-операционный процесс сборки Узла состоит из 26 операций, оформлен на маршрутных картах установленного образца. По времени процесс сборки Узла занимает 20,67аса.
В проектируемом технологическом процессе сборки узла сборочная операция №120 «Развальцовка штифтов» состоит из четырех переходов, которые являются простым времени данная операция занимает – 1, 24 часа.
В конструкторской документации к любому электротехническому оборудованию в обязательном порядке включается монтажная схема. Давайте рассмотрим, насколько важен этот чертеж, что он позволяет понять персоналу, обслуживающему или эксплуатирующему оборудование, то есть его прямое назначение. Ознакомимся с примерами и принципом построения.
Назначение
Начнем с базисной основы. Для обслуживания, ремонта, монтажа или наладки оборудования необходимо понимать как алгоритм его работы, так и принцип действия. С этой целью в сопроводительную документацию изделий включаются схемы, представляющие собой чертежи, на которых отображаются условные обозначения компонентов и составных узлов устройства, а также существующие между ними связи.
Построение схем выполняется по нормам ЕСКД, которые регулирует соответствующий ГОСТ. Данные чертежи востребованы на этапе проектирования, производства, а также в процессе эксплуатации оборудования. В зависимости от назначения электрические схемы принято классифицировать по типам. Они бывают:
- Структурными . Используются для определения основных функциональных узлов устройства, отображения существующих взаимосвязей между ними и общего назначения.
- Функциональными . Содержат описание протекающих в участках цепи процессов. На этапе разработки позволяют составить аналитическую модель устройства, дающую представление о его функциональном назначении того или иного узла. В процессе эксплуатации на основании такой схемы обосновывается поведение оборудования, что существенно облегчает диагностику, отладку и ремонт.
- Принципиальными
. Отображают элементную базу и связь всех компонентов между собой. Именно принципиальные схемы являются базисной основой для процесса разработки электрооборудования. Пример такой схемы показан ниже.

- Монтажными
. Указывают геометрическое положение всех компонентов узла, а также отображают соединения между ними, выполненные связующими элементами. На основе схем данного типа производится сборка электрооборудования или его составных узлов. Рисунок ниже демонстрирует пример монтажной схемы запуска двигателя под управлением реверсивного магнитного пускателя, позволяющей наглядно представить подключение кнопочного поста.

- Схемами подключений , отображающих подключение внешних устройств.
- Схемами расположений , в отличие от монтажных показывают только положение элементов узла без отображения связей.
- Общими , этот тип схем позволяет получить наглядное представление об узлах и связях между всеми элементами, что облегчает понимание устройства сложного объекта.
Подведем итог, без перечисленных выше схем, не только невозможно создать качественное и надежное оборудование, но и затруднительно организовать его квалифицированное обслуживание.
Порядок разработки монтажной электрической схемы
Практикуется несколько способов разработки схем данного типа, выбор того или иного из них зависит как от типа монтажа элементов, так и функционального назначения оборудования. Например, для описания коммутации вторичной цепи используется адресная маркировка. Поскольку данный способ наиболее распространен, распишем порядок его разработки.
В первую очередь на чертеж наносится контур устройства, в который вписаны используемые в оборудовании элементы, например, клемники или рейки с зажимами. Масштаб при этом можно не соблюдать. Сверху чертежа (над контуром) указывается вид, в приведенном ниже примере это надпись «Задняя стенка ящика».
Каждый задействованный в схеме элемент получает уникальный адрес. Для его отображения чертят окружность (диаметр которой от 10 до 12мм.), разделенную горизонтально напополам. В верхнюю часть разделенной окружности заносится номер компонента, а в нижнюю условное обозначение, в соответствии с элементной схемой. Например, для клеммной колодки, состоящей из 10 зажимов, в монтажной схеме каждому из них допускается присвоить уникальный адрес.
Заметим, что элементам, коммутирующим силовые цепи, присваивается только условное обозначение, то есть без номера компонента.
Разработка схемы начинается с составления заготовки, согласно описанным выше правилам. Когда она готова, приступают к обозначению соединений, при этом используются адреса, а не линии. Такой принцип маркировки позволяет легко определять направления проводов, что существенно упрощает процесс монтажа.

Для более детального объяснения принципа построения монтажных схем рассмотрим несколько примеров.
Пример: монтажная схема электропроводки 1 комнатной квартиры.
На рисунке ниже приведена типовая схема электрической проводки. Глядя на графическое изображение, становится понятно, что она включает в себя две ветви. Первая обеспечивает поступление электричества в зал и прихожую, вторая предназначена для санузла, кухни и ванной комнаты. При этом обе линии одновременно запитывают как освещение, так и розетки для подключения электроприборов.

Безусловно, такой принцип подключения иррационален, поскольку в случае КЗ обесточится полностью помещение. Помимо этого, если планируется установка таких мощных потребителей электроэнергии, как кондиционер, бойлер или электропечь, для каждого из них желательно проводить отдельную линию питания.
Данная схема приведена в качестве примера, чтобы наглядно показать, как имея перед собой графическое изображение проекта, определить его слабые стороны.
Пример монтажной схемы теплого водяного пола в квартире.
Схема соединений может применяться не только для электрооборудования, как видно из рисунка ниже, она отлично отображает структуру теплого пола, подключенного к контуру центральной отопительной системы.

Условные обозначения:
- 1 – вентиль шарового типа, установленный на подающую линию;
- 2 – вентиль шарового типа, на выходе;
- 3 – очищающий фильтр;
- 4 – клапан на обратную линию;
- 5 – трехходовая смесительная запорная арматура;
- 6 – клапан для перезапуска;
- 7 – насос, обеспечивающий циркуляцию рабочей жидкости;
- 8 – кран, перекрывающий обратный коллектор;
- 9 – запорная арматура, перекрывающая вход в подающий коллектор;
- 10 – корпус обратного коллектора;
- 11 – подающий коллектор;
- 12 – запорная арматура шарового типа, перекрывающая обратку;
- 13 – вентили для перекрытия подачи;
- 14 – кран для стравливания воздуха;
- 15 – дренажная запорная арматура;
- 16 – батарея центрального отопления.
Данная схема приведена в качестве примера, не следует воспринимать такую организацию как эталонную. Если вы хотите сделать водяной теплый пол по такому принципу, то в первую очередь необходимо согласовать свой проект с компанией, предоставляющей услуги центрального отопления.
И в завершении приведем пример грамотно составленной монтажной схемы системы отопления на базе конвектора с термостатом.

Для понимания схем необходимо знать условные графические изображения компонентов, их буквенно-цифровые обозначения. Понимание принципа действия и алгоритма работы элементов будет существенно способствовать процессу сборки и отладке. В качестве обоснования таких требований приведем для примера монтажную схему базовой платы коротковолнового трансивера.
Как видно из рисунка, к схеме прилагается пояснение, в котором содержится необходимая для монтажа информация. Но ее будет явно недостаточно при отсутствии базовых знаний, в результате можно ошибиться с полярностью электролитических конденсаторов или диодов, и собранное устройство не будет функционировать.
Ради справедливости необходимо заметить, что подобную оплошность может допустить и специалист, именно поэтому на монтажных платах, изготовленных промышленным способом, принято наносить расположения элементов и указывать их полярность (см. рис. 9). Это существенно снижает вероятность ошибок при сборке.

Контакты .
9.1. Понятие о видах изделий и конструкторских документах
Изделием
называют любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
ГОСТ 2.101-88* устанавливает следующие виды изделия:
- Детали;
- Сборочные единицы;
- Комплексы;
- Комплекты.
При изучении курса «Инженерной графики» к рассмотрению предлагаются два вида изделий: детали и сборочные единицы.
Деталь
– изделие, изготавливаемое из однородного по наименованию и марке материала, без применения сборочных операций.
Например: втулка, литой корпус, резиновая манжета (неармированная), отрезок кабеля или провода заданной длинны. К деталям относятся так же изделия, подвергнутые покрытиям (защитным или декоративным), или изготовленные с применением местной сварки, пайки, склейки сшивки. К примеру: корпус, покрытый эмалью; стальной винт, подвергнутый хромированию; коробка, склеенная из одного листа картона, и т.п.
Сборочная единица
– изделие, состоящее из двух и более составных частей, соединённых между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сваркой, пайкой, клёпкой, развальцовкой, склеиванием и т.д.).
Например: станок, редуктор, сварной корпус и т.д.
Комплексы
— два и более специфицируемых изделия не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций, например, автоматическая телефонная станция, зенитный комплекс и т.п.
Комплекты
— два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект запасных частей, комплект инструментов и принадлежностей, комплект измерительной аппаратуры и т.п.
Производство любого изделия начинается с разработки конструкторской документации. На основании технического задания проектная организация разрабатывает эскизный проект
, содержащий необходимые чертежи будущего изделия, расчётно-пояснительную записку, проводит анализ новизны изделия с учётом технических возможностей предприятия и экономической целесообразности его осуществления.
Эскизный проект служит основанием для разработки рабочей конструкторской документации. Полный комплект конструкторской документации определяет состав изделия, его устройство, взаимодействие составных частей, конструкцию и материал всех входящих в него деталей и другие данные, необходимые для сборки, изготовления и контроля изделия в целом.
Сборочный чертёж
– документ, содержащий изображение сборочной единицы и данные, необходимые для её сборки и контроля.
Чертёж общего вида
– документ, определяющий конструкцию изделия, взаимодействие его составных частей и принцип работы изделия.
Спецификация
– документ, определяющий состав сборочной единицы.
Чертёж общего вида имеет номер сборочной единицы и код СБ.
Например: код сборочной единицы (Рисунок 9.1) ТМ.0004ХХ.100 СБ тот же номер, но без кода, имеет спецификация (Рисунок 9.2) этой сборочной единицы. Каждое изделие, входящее в сборочную единицу, имеет свой номер позиции, указанный на чертеже общего вида. По номеру позиции на чертеже можно найти в спецификации наименование, обозначение данной детали, а также количество. Кроме того, в примечании может быть указан материал, из которого деталь изготовлена.
9.2. Последовательность выполнения чертежей деталей
Чертёж детали
– это документ, содержащий изображение детали и другие данные, необходимые для её изготовления и контроля.
Перед выполнением чертежа необходимо выяснить назначение детали, конструктивные особенности, найти сопрягаемые поверхности. На учебном чертеже детали достаточно показать изображение, размеры и марку материала.
При выполнении чертежа детали рекомендуется следующая последовательность:
- Выбрать главное изображение (см. раздел 2).
- Установить количество изображений – видов, разрезов, сечений, выносных элементов, которые однозначно дают представление о форме и размерах детали, и дополняющих какой-либо информацией главное изображение, помня о том, что количество изображений на чертеже должно быть минимальным и достаточным.
- Выбрать масштаб изображений по ГОСТ 2.302-68. Для изображений на рабочих чертежах предпочтительным является масштаб 1:1. Масштаб на чертеже детали не всегда должен совпадать с масштабом сборочного чертежа. Крупные и не сложные детали можно вычерчивать в масштабе уменьшения (1:2; 1:2,5; 1:4; 1:5 и т.д.), мелкие элементы лучше изображать в масштабе увеличения (2:1; 2,5:1; 4:1; 5:1; 10:1; и т.д.).
- Выбрать формат чертежа. Формат выбирается в зависимости от размера детали, числа и масштаба изображений. Изображения и надписи должны занимать примерно 2/3 рабочего поля формата. Рабочее поле формата ограничено рамкой в строгом соответствии с ГОСТ 2.301-68* по оформлению чертежей. Основная надпись располагается в правом нижнем углу (на формате А4 основная надпись располагается только вдоль короткой стороны листа);
- Выполнить компоновку чертежа. Для рационального заполнения поля формата рекомендуется тонкими линиями наметить габаритные прямоугольники выбранных изображений, затем провести оси симметрии. Расстояния между изображениями и рамкой формата должно быть примерно одинаковым. Оно выбирается с учётом последующего нанесения выносных, размерных линий и соответствующих надписей.
- Вычертить деталь. Нанести выносные и размерные линии в соответствии с ГОСТ 2.307-68. Выполнив тонкими линиями чертёж детали, удалить лишние линии. Выбрав толщину основной линии, обвести изображения, соблюдая соотношения линий по ГОСТ 3.303-68. Обводка должна быть чёткой. После обводки выполнить необходимые надписи и проставить числовые значения размеров над размерными линиями (предпочтительно размером шрифта 5 по ГОСТ 2.304-68).
- Заполнить основную надпись. При этом указать: наименование детали (сборочной единицы), материал детали, её код и номер, кем и когда был выполнен чертёж и т.д. (Рисунок 9.1)
Ребра жесткости, спицы при продольных разрезах показывают не заштрихованными.
9.3. Нанесение размеров
Простановка размеров является наиболее ответственной частью работы над чертежом, так как неправильно проставленные и лишние размеры приводят к браку, а недостаток размеров вызывает задержки производства. Ниже предложены некоторые рекомендации по нанесению размеров при выполнении чертежей деталей.
Размеры детали замеряют с помощью измерителя на чертеже общего вида сборочной единицы с учётом масштаба чертежа (с точностью 0,5мм). При замере наибольшего диаметра резьбы необходимо округлить его до ближайшего стандартного, взятого по справочнику. Например, если диаметр метрической резьбы по замеру d=5,5мм, то необходимо принять резьбу М6 (ГОСТ 8878-75).
9.3.1. Классификация размеров
Все размеры разделяются на две группы: основные (сопряжённые) и свободные.
Основные размеры
входят в размерные цепи и определяют относительное положение детали в узле, они должны обеспечивать:
- расположение детали в узле;
- точность взаимодействия собранных деталей;
- сборку и разборку изделия;
- взаимозаменяемость деталей.
Примером могут служить размеры охватывающих и охватываемых элементов сопряжённых деталей (Рисунок 9.2). Общие соприкасающиеся поверхности двух деталей имеют одинаковый номинальный размер.
в размерные цепи детали не входят. Эти размеры определяют такие поверхности детали, которые не соединяются с поверхностями других деталей, и поэтому их выполняют с меньшей точностью (Рисунок 9.2).
А
– охватывающая поверхность; Б
– охватываемая поверхность;
В
— свободная поверхность; d
– номинальный размер
Рисунок 9.2
9.3.2. Методы простановки размеров
Применяются следующие методы простановки размеров:
- цепной;
- координатный;
- комбинированный.
При цепном
методе (Рисунок 9.3) размеры проставляются последовательно один за другим. При такой простановке размеров каждая ступень валика обрабатывается самостоятельно, и технологическая база имеет своё положение. При этом на точность выполнения размера каждого элемента детали не влияют ошибки выполнения предыдущих размеров. Однако, ошибка суммарного размера состоит из суммы ошибок всех размеров. Нанесение размеров в виде замкнутой цепи не допускается, за исключением случаев, когда один из размеров цепи указан как справочный. Справочные размеры на чертеже отмечаются знаком * и записываются на поле: «* Размеры для справок
» (Рисунок 9.4).
Рисунок 9.3
Рисунок 9.4
При координатном
методе размеры проставляются от выбранных баз (Рисунок 9.5). При этом методе нет суммирования размеров и ошибок в расположении любого элемента относительно одной базы, что является его преимуществом.
Рисунок 9.5
Комбинированный метод простановки размеров представляет собой сочетание цепного и координатного методов (Рисунок 9.6). Он применяется, когда необходима высокая точность при изготовлении отдельных элементов детали.

Рисунок 9.6
По своему назначению размеры подразделяются на габаритные, присоединительные, установочные и конструктивные.
Габаритные размеры определяют предельные внешние (или внутренние) очертания изделия. Они не всегда наносятся, но их часто указывают для справок, особенно для крупных литейных деталей. Габаритный размер не наносится на болтах и шпильках.
Присоединительные и установочные размеры определяют величины элементов, по которым данное изделие устанавливают на место монтажа или присоединяют к другому. К таким размерам относятся: высота центра подшипника от плоскости основания; расстояние между центрами отверстий; диаметр окружности центров (Рисунок 9.7).
Группа размеров, определяющих геометрию отдельных элементов детали предназначенных для выполнения какой-либо функции, и группа размеров на элементы детали, такие как фаски, проточки (наличие которых вызвано технологией обработки или сборки), выполняются с различной точностью, поэтому их размеры не включают в одну размерную цепь (Рисунок 9.8, а, б).
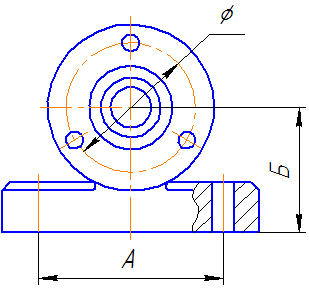
Рисунок 9.7
Рисунок 9.8, а
Рисунок 9.8, б
9.4. Выполнение чертежа детали, имеющей форму тела вращения
Детали, имеющие форму тела вращения, в подавляющем большинстве (50-55% из числа оригинальных деталей) встречаются в машиностроении, т.к. вращательное движение – самый распространённый вид движения элементов существующих механизмов. Кроме того, такие детали технологичны. К ним относятся валы, втулки, диски и т.п. обработка таких деталей производится на токарных станках, где ось вращения расположена горизонтально.
Поэтому детали, имеющие форму тела вращения, располагают на чертежах так, чтобы ось вращения была параллельна основной надпись чертежа (штампу). Торец детали, принятый за технологическую базу для обработки, желательно располагать справа, т.е. так, как он будет расположен при обработке на станке. На рабочем чертеже втулки (Рисунок 9.9) показано выполнение детали, являющейся поверхностью вращения. Наружные и внутренние поверхности детали ограничены поверхностями вращения и плоскостями. Другим примером может быть деталь «Вал» (Рисунок 9.10), ограниченная соосными поверхностями вращения. Осевая линия параллельна основной надписи. Размеры проставлены комбинированным способом.

Рисунок 9.9 — Рабочий чертеж детали поверхности вращения
Рисунок 9.10 — Рабочий чертеж детали «Вал»
9.5. Выполнение чертежа детали изготовленной из листа
К этому виду деталей относятся прокладки, крышки, планки, клинья, плиты и т.д. Детали такой форму обрабатываются различными способами (штамповка, фрезеровка, строгание, резка ножницами). Плоские детали, изготовленные из листового материала, изображают, как правило, в одной проекции, определяющей контур детали (Рисунок 9.11). Толщина материала указывается в основной надписи, но рекомендуется указывать её повторно на изображении детали, на чертеже — s3
. Если деталь гнутая, то часто на чертеже показывают развертку.
Рисунок 9.11 — Чертеж плоской детали
9.6. Выполнение чертежа детали, изготовленной литьем, с последующей механической обработкой
Формообразование литьем позволяет получить достаточно сложную форму детали, практически без потерь материала. Но после литья поверхность получается достаточно грубая, поэтому, рабочие поверхности требуют дополнительной механической обработки.
Таким образом получаем две группы поверхностей — литейные (черные) и обработанные после литья (чистые).
Процесс литья: в литейную форму заливается расплавленный материал, после остывания заготовка вынимается из формы, для чего, большинство поверхностей заготовки имеют литейные уклоны, а сопряжения поверхностей — литейные радиусы скруглений.
Литейные уклоны можно не изображать, а литейные радиусы должны быть изображены обязательно. Размеры литейных радиусов скруглений указывают в технических требованиях чертежа записью, например: Неуказанные литейные радиусы 1,5 мм.
Основная особенность нанесения размеров: так как есть две группы поверхностей, то есть и две группы размеров, одна связывает все черные поверхности, другая — все чистые, и по каждому координатному направлению допускается проставлять только один размер, связывающий между собой эти две группы размеров.
На рисунке 9.12 такими размерами являются: на главном изображении — размер высоты крышки — 70, на виде сверху — размер 10 (от нижнего торца детали) (выделены синим цветом).
При литье применяют литейный материал (буква Л в обозначении), обладающий повышенной текучестью, например:
- стали по ГОСТ 977-88 (Сталь 15Л ГОСТ 977-88)
- серые чугуны по ГОСТ 1412-85 (СЧ 15 ГОСТ 1412-85)
- литейные латуни по ГОСТ 17711-93 (ЛЦ40Мц1,5 ГОСТ 17711-93)
- алюминиевые сплавы по ГОСТ 2685-75 (АЛ2 ГОСТ 2685-75)

Рисунок 9.12 — Чертеж литейной детали
9.7. Выполнение чертежа пружины
Пружины применяются для создания определённых усилий в заданном направлении. По виду нагружения пружины подразделяются на пружины сжатия, растяжений, кручения и изгиба; по форме – на винтовые цилиндрические и конические, спиральные, листовые, тарельчатые и пр. правила выполнения чертежей различных пружин устанавливает ГОСТ 2.401-68. На чертежах пружины вычерчивают условно. Витки винтовой цилиндрической или конической пружины изображают прямыми линиями, касательными к участкам контура. Допускается в разрезе изображать только сечения витков. Пружины изображают с правой навивкой с указанием в технических требованиях истинного направления витков. Пример выполнения учебного чертежа пружины приведён на Рисунке 9.13.
Чтобы получить на пружине плоские опорные поверхности крайние витки пружины поджимают на? витка или на целый виток и шлифуют. Поджатые витки не считаются рабочими, поэтому полное число витков n равно числу рабочих витков плюс 1,5?2:n 1 =n+(1.5?2) (Рисунок 9.14).
Построение начинают с проведения осевых линия, проходящих через центры сечений витков пружины (Рисунок 9.15, а). Затем на левой стороне осевой линии проводят окружность, диаметр которой равен диаметру проволоки, из которой изготовлена пружины. Окружность касается горизонтальной прямой, на которую опирается пружина. Затем необходимо провести полуокружность из центра, расположенного в пересечении правой оси с той же горизонтальной прямой. Для построения каждого последующего витка пружины слева на расстоянии шага строят сечения витков. Справа каждое сечение витка будет располагаться напротив середины расстояния между витками, построенными слева. Проводя касательные к окружностям, получают изображение пружины в разрезе, т.е. изображение витков, лежащих за плоскостью, проходящей через ось пружины. Для изображения передних половин витков так же проводят касательные к окружностям, но с подъёмом вправо (Рисунок 9.15, б). Переднюю четверть опорного витка строят так, чтобы касательная к полуокружности касалась одновременно и левой окружности в нижней части. Если диаметр проволоки 2мм и менее, то пружину изображают линиями толщиной 0,5?1,4мм. При вычерчивании винтовых пружин с числом витков более четырёх показывают с каждого конца один-два витка, кроме опорных проводя осевые линии через центры сечений витков по всей длине. На рабочих чертежах винтовые пружины изображают так, чтобы ось имела горизонтальное положение.
Как правило, не рабочем чертеже помещают диаграмму испытаний, показывающую зависимость деформаций (растяжения, сжатия) от нагрузки (Р 1 ; Р 2 ; Р 3), где Н 1 – высота пружины при предварительной деформации Р 1 ; Н 2 – то же, при рабочей деформации Р 2 ; Н 3 – высота пружины при максимальной деформации Р 3 ; Н 0 – высота пружины в рабочем состоянии. Кроме того, под изображением пружины указывают:
- Номер стандарта на пружину;
- Направление навивки;
- n – число рабочих витков;
- Полное число витков n;
- Длину развёрнутой пружины L=3,2?D 0 ?n 1 ;
- Размеры для справок;
- Другие технические требования.
На учебных чертежах рекомендуется из перечисленных пунктов указать п.п. 2,3,4,6. Выполнение диаграммы испытаний также не предусмотрено при выполнении учебного чертежа.
 |
|
| а | б |

9.8. Выполнение чертежа зубчатого колеса
Зубчатое колесо — важнейшая составная часть многих конструкций приборов и механизмов, предназначенных для передачи или преобразования движения.
Основные элементы зубчатого колеса: ступица, диск, зубчатый венец (рисунок 9.16).
Профили зубьев нормализованы соответствующими стандартами.
Основными параметрами зубчатого колеса являются (рисунок 9.17):
m=P
t
/ ? [мм
] – модуль;
d
a
= m
ст
(Z
+2) – диаметр окружности вершин зубьев;
d
= m
ст
Z
– делительный диаметр;
d
f
= m
ст
(Z
– 2.5) – диаметр окружности впадин;
S
t
= 0.5 m
ст
? – ширина зуба;
h a
– высота головки зуба;
h f
– высота ножки зуба;
h = h a +h f
– высота зуба;
P t
– делительный окружной шаг.
Основная характеристика зубчатого венца - модуль - коэффициент, связывающий окружной шаг с числом?. Модуль стандартизован (ГОСТ 9563-80).
m = P t
/ ? [мм]
| 0,25 | (0,7) | (1,75) | 3 | (5,5) | 10 | (18) | 32 |
| 0,3 | 0,8; (0,9) | 2 | (3,5) | 6 | (11) | 20 | (36) |
| 0,4 | 1; (1,125) | (2,25) | 4 | (7) | 12 | (22) | 40 |
| 0,5 | 1,25 | 2,5 | (4,5) | 8 | (14) | 25 | (45) |
| 0,6 | 1,5 | (2,75) | 5 | (9) | 16 | (28) | 50 |
На учебных чертежах зубчатых колес:
Высота головки зуба – h a
= m;
Высота ножки зуба – h f
= 1,25m;
Шероховатость рабочих поверхностей зуба – Ra 0.8
[мкм];
Справа вверху листа выполняют таблицу параметров, размеры которой приведены на рисунке 9.18, часто заполняют только значение модуля, число зубьев и делительный диаметр.
Рисунок 9.18 — Таблица параметров
Зубья колеса изображают условно, согласно ГОСТ 2.402-68 (Рисунок 9.19). Штрихпунктирная линия — делительная окружность колеса.
В разрезе зуб показывают нерассеченным.
Рисунок 9.19 — Изображение зубчатого колеса а — в разрезе, б — на виде спереди и в — на виде слева
Шероховатость на боковую рабочую поверхность зуба на чертеже проставляют на делительной окружности.
Пример выполнения чертежа зубчатого колеса приведен на рисунке 9.20.
Рисунок 9.20 — Пример выполнения учебного чертежа зубчатого колеса
9.9. Последовательность чтения чертежа общего вида
- По данным, содержащимся в основной надписи, и описанию работы изделия выяснить наименование, назначение и принцип работы сборочной единицы.
- По спецификации определить, из каких сборочных единиц, оригинальных и стандартных изделий состоит предложенное изделие. Найти на чертеже то количество деталей, которое указано в спецификации.
- По чертежу представить геометрическую форму, взаимное расположение деталей, способы их соединения и возможность относительного перемещения, то есть, как работает изделие. Для этого необходимо рассмотреть на чертеже общего вида сборочной единицы все изображения данной детали: дополнительные виды, разрезы, сечения, и выносные элементы.
- Определить последовательность сборки и разборки изделия.
При чтении чертежа общего вида необходимо учитывать некоторые упрощения и условные изображения на чертежах, допускаемые ГОСТ 2.109-73 и ГОСТ 2.305-68*:
На чертеже общего вида допускается не показывать:
- фаски, скругления, проточки, углубления, выступы и другие мелкие элементы (Рисунок 9.21);
- зазоры между стержнем и отверстием (Рисунок 9.21);
- крышки, щиты, кожухи, перегородки и т.д. при этом над изображением делают соответствующую надпись, например: «Крышка поз.3 не показана»;
- надписи на табличках, шкалах и т.д. изображают только контуры этих деталей;
- на разрезе сборочной единицы разные металлические детали имеют противоположные направления штриховки, либо разную плотность штриховки (Рисунок 9.21). Необходимо помнить, что для одной и той же детали плотность и направление всех штриховок одинаковы на всех проекциях;
- на разрезах показывают не рассечёнными:
- составные части изделия, на которые оформлены самостоятельные сборочные чертежи;
- такие детали как оси, валы, пальцы, болты, винты, шпильки, заклёпки, рукоятки, а также шарики, шпонки, шайбы, гайки (Рисунок 9.21);
- сварное, паяное, клееное изделие из однородного материала в сборе с другими изделиями на разрезе имеет штриховку в одну сторону, при этом границы между деталями изделия показаны сплошными линиями;
- допускается равномерно расположенные одинаковые элементы (болты, винты, отверстия) показывать не все, достаточно одного;
- если ни одно отверстие, соединение не попадает в секущую плоскость, то допускается его «доворачивать», чтобы оно попало в изображение разреза.
На сборочных чертежах проставляют справочные, установочные, исполнительные размеры. Исполнительные это размеры на те элементы, которые появляются в процессе сборки (например, штифтовые отверстия).

9.10. Правила заполнения спецификации
В спецификацию для учебных сборочных чертежей, как правило, входят следующие разделы:
- Документация;
- Комплексы;
- Сборочные единицы;
- Детали;
- Стандартные изделия;
- Прочие изделия;
- Материалы;
- Комплекты.
Название каждого раздела указывается в графе «Наименование», подчеркивается тонкой линией и выделяется пустыми строчками.
- В раздел » Документация» вносят конструкторские документы на сборочную единицу. В этот раздел в учебных чертежах вписывают «Сборочный чертеж».
- В разделы «Сборочные единицы» и «Детали» вносят те составные части сборочной единицы, которые непосредственно входят в нее. В каждом из этих разделов составные части записывают по их наименованию.
- В раздел «Стандартные изделия» записывают изделия, применяемые по государственным, отраслевым или республиканским стандартам. В пределах каждой категории стандартов запись производят по однородным группам, в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах каждого наименования — в порядке возрастания обозначений стандартов, а в пределах каждого обозначения стандартов — в порядке возрастания основных параметров или размеров изделия.
- В раздел «Материалы» вносят все материалы, непосредственно входящие в сборочную единицу. Материалы записывают по видам и в последовательности, указанным в ГОСТ 2.108 — 68. В пределах каждого вида материалы записывают в алфавитном порядке наименований материалов, а в пределе каждого наименования — по возрастанию размеров и других параметров.
В графе «Количество» указывают количество составных частей на одно специфицируемое изделие, а в разделе «Материалы» — общее количество материалов на одно специфицируемое изделие с указанием единиц измерения — (например, 0,2 кг). Единицы измерения допускается записывать в графе «Примечание».
Как создать спецификацию в программе КОМПАС-3D, рассказано в соответствующей данной теме
Лабораторной работе !
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты . Возможно очное и дистанционное обучение по Skype: 1000 р./ак.ч.





